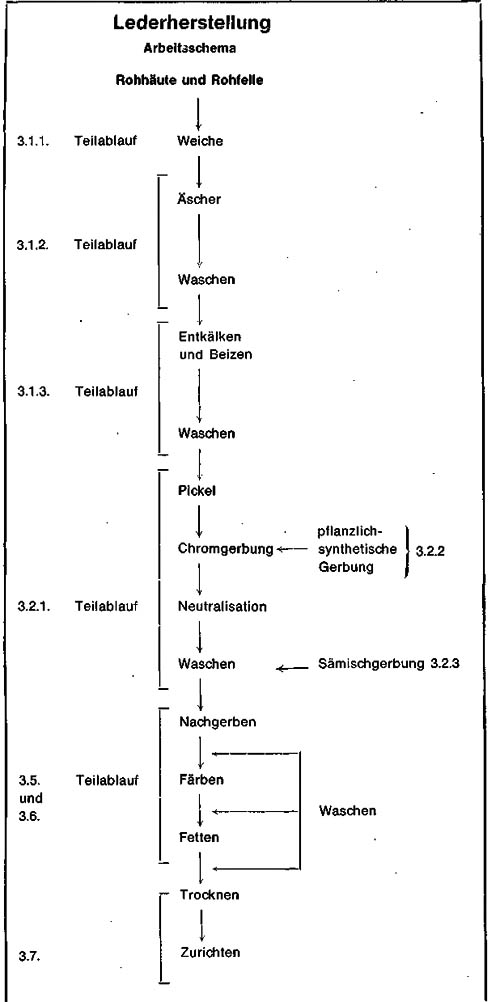
Lederherstellung
nach Stefan Banaszak (www.lederpedia.de)
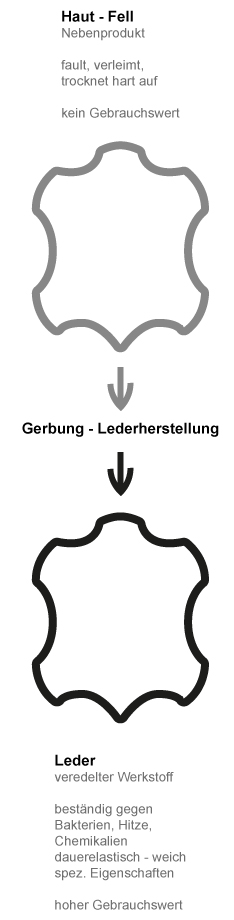
Lederdefinition
Als Einstieg müssen wir grundsätzlich klären und definieren was Leder ist. Ein Flächenwerkstoff aus tierischer Haut, die durch chemische Behandlung und mechanischer Bearbeitung, unter Erhalt der natürlichen Faserstruktur gezielt neue Eigenschaften erhält. (nach G. Moog LGR). Zur chemischen Bearbeitung zählt auch die Verarbeitung der Haut mit natürlichen Rohstoffen und Chemikalien wie Öle, Pflanzenauszüge und Fetten. Mit dieser Einflussname der Rohhaut erreichen wir drei grundsätzliche neue Eigenschaften der veränderten Rohhaut.
- Fäulnisbeständigkeit
- bleibende Weichheit
- Temperaturbeständigkeit
Wann darf Leder Leder heißen?
Als Leder darf nur ein Werkstoff bezeichnet werden, der aus der tierischen Haut durch Gerben oder Imprägnieren unter Erhaltung der gewachsenen Fasern in ihrer natürlichen Verflechtung hergestellt ist.
Lederersatzstoffe
Alle lederähnliche Eigenschaften aufweisenden Werkstoffe, die nicht aus gewachsener tierischer Haut gewonnen sind, oder bei deren Herstellung die tierischen Hautfasern aus ihrer natürlichen Verflechtung gelöst wurden, sind, wenn Wortverbindungen mit Leder gewählt werden, als Lederersatzstoffe zu kennzeichnen.
Als Verbraucher müssen Sie da wie bei den Inhaltsangaben bei Ihrem Einkauf in der Lebensmittelabteilung Ihres Supermarktes gut aufpassen. Da wird getrickst und verschleiert und gerne gemogelt. Neudeutsche Begriffe für Lederersatzstoffe bzw deren Kunststoffe sind z.B. PU-Leder und Veganes-Leder. Das sind nur zwei Wortfindungen die Sie davon ablenken sollen das Sie gerade Plastik in der Hand haben.
Leder und dessen Herstellung hat eine lange Geschichte. Da Leder ein sehr ursprüngliches Material zur Herstellung von Bekleidung u.a. auch von Lederhosen ist, lohnt es sich ein bisschen in die Tiefe zu gehen. Als wahrscheinlich das älteste Bekleidungsmaterial brachte es so manchen Urzeitjäger über den Winter.
Entwicklung der Gerberei und Lederherstellung und deren Historie
Das Gerben von Häuten und Fellen – also deren Umwandlung zu Leder – ist eine der ältesten Künste der Menschheit. Schon sehr früh in ihrer Geschichte haben die Menschen erkannt, dass die Häute und Felle der von ihnen erjagten und erlegten Tiere einen vorzüglichen Schutz des eigenen Körpers darstellten. Sie haben aber auch erkannt, dass diese Häute und Felle nicht im Rohzustand verwendet werden konnten; und so konnte es nicht lange dauern, bis die Menschen eben die Vorgänge entdeckt hatten, die aus der leicht verderblichen Haut das haltbarere und beständigere Leder werden ließen: Das Gerben.
Diese Kunst des Gerbens war fast allen Völkern in allen Erdteilen bekannt. Die Indianer der amerikanischen Prärien beherrschten sie ebenso wie die Chinesen und Inder, die Eskimos im hohen Norden kannten sie wie die Völker um das Mittelmeer, die Afrikaner genauso wie die Bewohner um Nord- und Ostsee.
Die Grundzüge des einfachen Gerbens von Häuten und Fellen waren dabei im wesentlichen dieselben, ob es nun parallel verlaufende Zufallsentdeckungen waren oder von Generation zu Generation weitergegebene Erfahrungen: Zugeben und Einarbeiten von Fetten in die Haut, Kauen der Haut (wie heute noch bei den Eskimos) oder das Haltbarmachen durch Räuchern. Bei primitiven Völkern finden wir diese Urform der Gerberei heute noch. Irgendwann haben dann Menschen aus waldreichen Gebieten entdeckt, dass man mit Hilfe von Rinden verschiedener Bäume unter Zusatz von Wasser brauchbares Leder herstellen konnte. Und aus der frühen Antike des Mittelmeerraumes wissen wir, dass das dort in der Natur vorkommende Alaun bereits vor tausend Jahren zum Gerben verwendet worden ist.
Alaungerbung und Rindengerbung sind heute noch, wenn auch in etwas abgewandelter und verfeinerter Form (zum Teil auch fast ursprünglich) gebräuchlich.
Auch das Enthaaren der Häute wurde schon sehr früh gekonnt und geübt, insbesondere mit Hilfe von wässrigen Holzascheauslaugungen.
Aus vielseitigen und verschiedenen Inschriften auf Steinen und Tonscherben, Urkunden und Überlieferungen konnte man erkennen, welche Bedeutung, welche Fortschritte und welch hohen Stand sowohl die Lederherstellung als auch die Lederverarbeitung vieler Natur- und aller Kulturvölker in den vergangenen Jahrhunderten, ja Jahrtausenden bereits erreicht hatten. Die Herstellungsverfahren von Leder entwickelten sich im Laufe der Zeiten immer mehr.
Die Wissenschaft hat sich allerdings sehr spät mit der Gerberei befasst Erst zu Beginn des 19. Jahrhunderts begann man, sich eingehender und wissenschaftlich mit dem Wesen der Gerbvorgänge zu beschäftigen. Seguin schuf die erste brauchbare Gerbtheorie, die dann die Grundlage für ein Schnellgerbverfahren bildete. Im Jahre 1858 gelang dann dem Braunschweiger Professor Knapp, der sich intensiv mit dem „künstlichen“ Gerben befasste, die Erfindung der Chromgerbung, die allerdings erst 1893 durch Amerikaner zur fabriktechnischen Reife entwickelt werden konnte.
Der Erfolg der Chromgerbung hat den Lederwirtschaftssektor so stark beeinflusst, dass dann in beschleunigtem Maße vom handwerklichen Gerberei-Betrieb übergegangen werden konnte zu leistungsfähigen Industriebetrieben. Gemessen an der Geschichte der Gerberei ist also die industrielle Gerbung erst sehr sehr jung.
Durch das neu aufgekommene Gerbverfahren trat dann eine Aufteilung in die sogenannte Vegetabilgerbung und in die Mineralgerbung auf. Wir verstehen darunter einmal die Gerbung der Unterleder als vegetabilische Gerbung und die Herstellung von Oberledern und anderen weichen Ledern als Mineralgerbung.
Mit der Erfindung der Chromgerbung hat sich nun die Chemie intensiver mit dem gesamten Gerbprozess und der Fertigstellung von Ledern befasst Wichtige Hilfsprodukte wurden in die Lederindustrie und in die Gerbereitechnik eingeführt, so z. B. das Schwefelnatrium (1858) als Haarlockerungsmittel, fermentative Beizpräparate (1907) anstelle der unkontrollierbaren Kotbeizen und 1912 durch E. Stiasny der erste technisch verwertbare synthetische Gerbstoff. Ihm folgten in den nächsten Jahrzehnten eine große Anzahl weiterer synthetischer Hilfs- und Vollgerbstoffe, auch verschiedenartige Chromgerbextrakte sowie auch Farbstoffe und Zurichtmittel.
Wie wird Leder hergestellt oder wie wird gegerbtes Hautmaterial zum fertigen Leder?
Die Gerbung ist zwar der ganz besonders typische Arbeitsgang in der Entstehung des Flächenwerkstoffes Leder aus einer tierischen Haut, Jedoch stellt sie weder einen abschließenden, noch einen von anderen Vorarbeiten unabhängigen Umwandlungsprozess dar. Vielmehr ist die Gerbung eine Stufe der Bearbeitung unter anderen und erhält ihre Bedeutung dadurch, dass sie die Fäulnisfähigkeit der tierischen Haut aufhebt und ein Produkt – das Leder – liefert, dem wir die typischen Ledereigenschaften zuerkennen, das wir in dieser Form Jedoch nicht verarbeiten können. Es fehlen dem nur gegerbten Leder noch alle Jene besonderen Merkmale, die eine bestimmte Lederart für einen bestimmten Gebrauchszweck auszeichnen.
Die verschiedenen Gerbarten weisen den dadurch entstehenden Ledern gewisse bevorzugte Einsatzbereiche zu, doch sind Anpassung an Gebrauchsanforderungen oder modische Entwicklungen noch voll gegeben.
Die Chromleder liegen nach abgeschlossener Gerbung in blaugrauer, zuweilen grünlich – blauer Farbe vor und sind nass und vollgesogen mit Gerbbrühe. In diesem Zustand lassen sie sich nicht exakt bearbeiten, etwa in der Stärke ausgleichen und zeigen keine Formbeständigkeit. Würde man sie auftrocknen, so erhielten wir keineswegs ein handelsübliches Leder, sondern ein hartes Material, das sich kaum verformen oder bearbeiten ließe. Immerhin ist dieses Chromleder fäulnisbeständig und kann gelagert oder gehandelt werden, wenn man den überschüssigen Anteil an Gerbbrühe entfernt. Diese nur gegerbten und entwässerten aber noch feuchten Chromleder haben große Bedeutung im internationalen Handel erlangt und werden als Wet-blue bezeichnet. In ihnen verbinden sich eine lagerfähige Form mit guter Möglichkeit zur Qualitätsbeurteilung und unbeschränkte Verarbeitbarkeit zu allen Chromlederarten.
Die pflanzlich-gegerbten Leder enthalten nach der Gerbung ebenfalls erhebliche Mengen an Gerbbrühe, denn fast alle unsere Gerbungen werden unter Zuhilfenahme von Wasser durchgeführt. Diese nassen, bräunlich aussehenden Leder würden durch eine Trocknung stark nachdunkeln bis zu fast schwarzer Farbe und beim Biegen im Narben aufplatzen.
Auch hier haben wir es also mit einem Zwischenprodukt zu tun, das durch weitere Bearbeitung seinen späteren Anforderungen entsprechend veredelt werden muss. Für alle Gerbarten ließe sich diese Aufzählung fortsetzen und immer müssten wir erkennen, dass die Gerbung zwar zu dem Werkstoff Leder führt, nicht aber zu gebrauchsfertigem oder sofort verarbeitbarem Material.
Die vielen einzelnen Arbeiten, die aus einem Leder eine bestimmte Lederart machen, unterscheiden sich in ihrem Wirkungsprinzip:
Mechanische Arbeiten
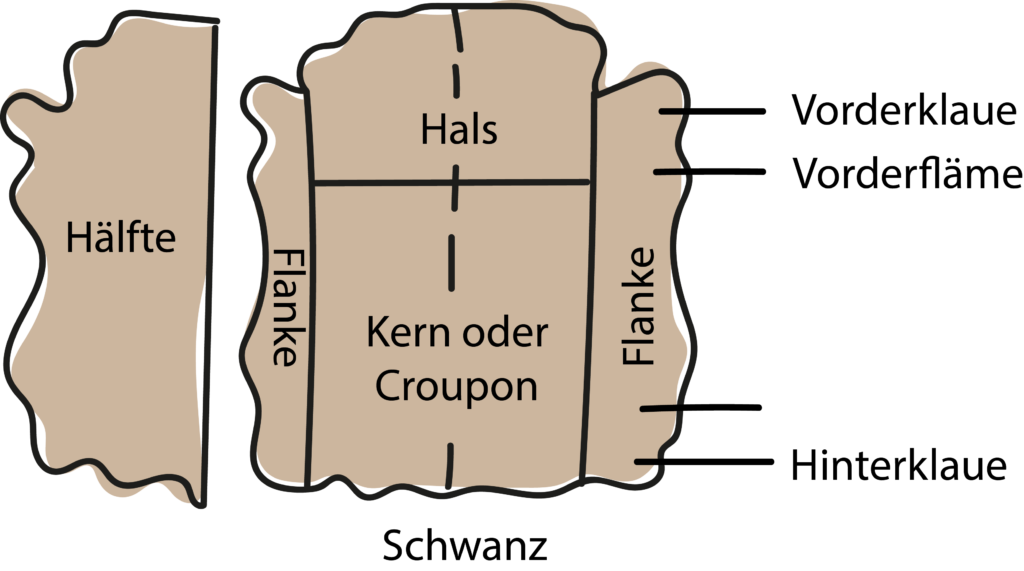
Die mechanischen Arbeiten, die aus einem Leder eine bestimmte Lederart herzustellen gestatten, erstrecken sich auf eine bearbeitungs- oder marktbezogene Aufteilung der Fläche der Haut und die Dickenregulierung. Insbesondere bei Rindledern kennt man das Halbieren oder Aufschneiden entlang der Rückenlinie sowohl für Oberleder als auch für Unterleder. Die Hälfte als bevorzugte Handelsform von Rindoberledern hat außer einer verbesserten Bearbeitbarkeit gegenüber der ganzen Haut auch den Vorteil, dass gerade bei Wildhäuten die unterschiedlichen Sortimente der Hälften der gleichen Haut so besser berücksichtigt werden können.
Die Dickenregulierung wird notwendig, um die natürlichen Strukturunterschiede innerhalb einer Haut oder eines Felles zu beseitigen, die durch die Gerbung häufig betont werden. Nun lassen sich die gegerbten Leder wegen ihres hohen Wassergehaltes nicht gleichmäßig bearbeiten und man ist genötigt, den Wassergehalt über die ganze Fläche eines Leders hinweg gleichmäßig zu senken. Dieses Entwässern geschah früher in Spindelpressen ähnlich den Obstkeltern. Heute stehen dafür leistungsfähigere Abwelkmaschinen zur Verfügung, in denen filzbezogene Walzen das Wasser unter Druck aus dem Leder verdrängen. Dabei wird das Leder sehr stark gestreckt, was sich evtl. nachteilig auf die Festnarbigkeit auswirken kann. Ein Entwässerungsverfahren mit geringerem Druck wäre hier für die Qualität vorteilhaft.
Die abgewelkten Leder lassen sich viel besser handhaben und der Narben lässt sich genauer beurteilen, weshalb viele Betriebe an dieser Stelle sortieren und die einzelnen Leder bestimmten Lederarten zuordnen. Wurde somit das Endprodukt bereits festgelegt, kann eine genaue Einstellung der Lederdicke erfolgen. Hier besteht einerseits eine weitere Möglichkeit zum Spalten, wenn dies nicht schon nach dem Äscher erfolgte und die Endstärke erheblich von der vorliegenden Stärke abweicht. Sind die Dickenunterschiede so gering, dass kein technisch verwertbarer Spalt zu erwarten ist, wird man sofort zum Falzen übergehen.
Bei dieser spanabhebenden Bearbeitung auf einer Walzenmaschine wird das Leder durch einen mit 1/10 mm Genauigkeit eingestellten Spalt zwischen Walzen geführt und alles Material abgefalzt, das dieses Maß übersteigt. Alle Narbenlederarten werden auf der Fleischseite gefalzt. Die Reihenfolge der mechanischen Arbeiten gibt somit folgendes Bild:
- z. B. Halbieren – Aufschneiden
- Entwässern – Abwelken
- Sortieren
- Spalten
- Falzen
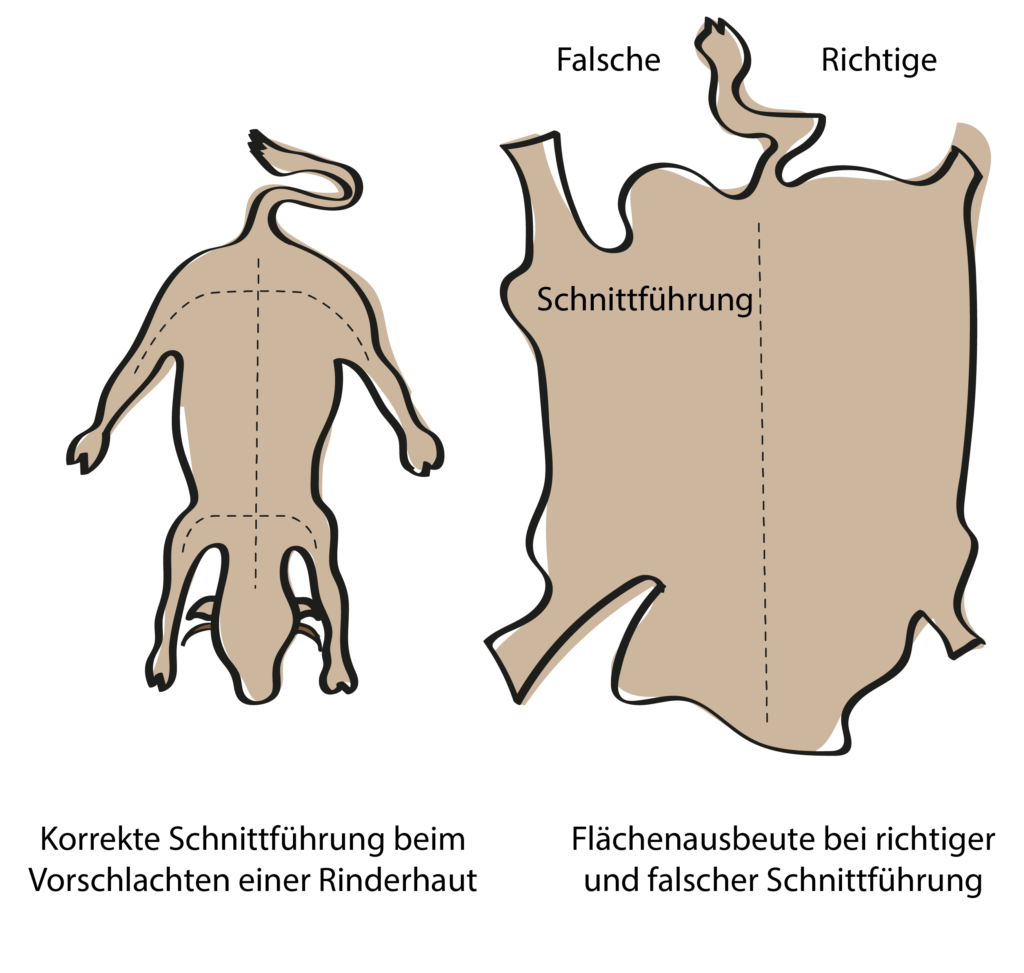
Die Haut muss nach dem Abziehen und einer kurzen Abkühlungszeit umgehend konserviert werden, um das durch Mikroorganismen leicht angreifbare Hauteiweiß zu schützen. Die Häute und Felle müssen, soweit nicht eine direkte Einarbeitung in diesem Grünzustand erfolgen kann, eine Konservierung mit einer Langzeitwirkung erhalten. Es werden dazu keine eigentlich bakteriziden oder fungiziden Stoffe eingesetzt, da diese Mittel zwar die Mikroorganismen töten wurden, ein Angriff auf das Hauteiweiß wäre dabei aber nicht immer vollständig auszuschließen.
Daher werden die Häute durch Wasserentzug über einen Salzungsprozeß oder in wärmeren Klimabereichen, und hier bevorzugt bei Kleintierfellen, durch die Trocknung konserviert. Es ist dabei von entscheidender Bedeutung, dass die Konservierung schnell und tiefgreifend erfolgt, um Fäulnisprozesse an der Haut von vornherein auszuschalten.
Angriffe auf die Haut durch eiweißspaltende Enzyme zeigen sich am Fertigleder durch eine Schädigung des Narbens und bei einer Verstärkung dieser Prozesse in der Verringerung der Festigkeit des Leders. Vor oder während der Konservierungszeit geschädigte Häute sollten während der Arbeiten der Wasserwerkstatt schonender behandelt werden, um dadurch die Angriffe auf die Hautsubstanz nicht noch zu verstärke
Chemische Arbeiten
Die chemischen Arbeiten am gegerbten Leder sollen die für die jeweilige Lederart typischen Eigenschaften vermitteln. Da auch hierbei wie bei der Gerbung die erforderlichen Chemikalien in Wasser gelöst eingesetzt werden, können diese Nassarbeiten als ein Block von Arbeitsgängen verstanden werden, innerhalb dessen die Reihenfolge im Interesse besonderer Effekte verändert werden kann. Als Aufgabenbereiche lassen sich diese Arbeiten für die meisten Lederarten unterschiedlichster Gerbung ordnen:
- Beseitigung ungebundener Stoffe
- Färbung mit löslichen Farbstoffen
- Erhöhung von Dehnung, Weichheit und Hydrophobie durch Fettung
- Betonung besonderer Merkmale einer Lederart durch Nachgerbung
- Fixierung eingebrachter Stoffe und Bleiche
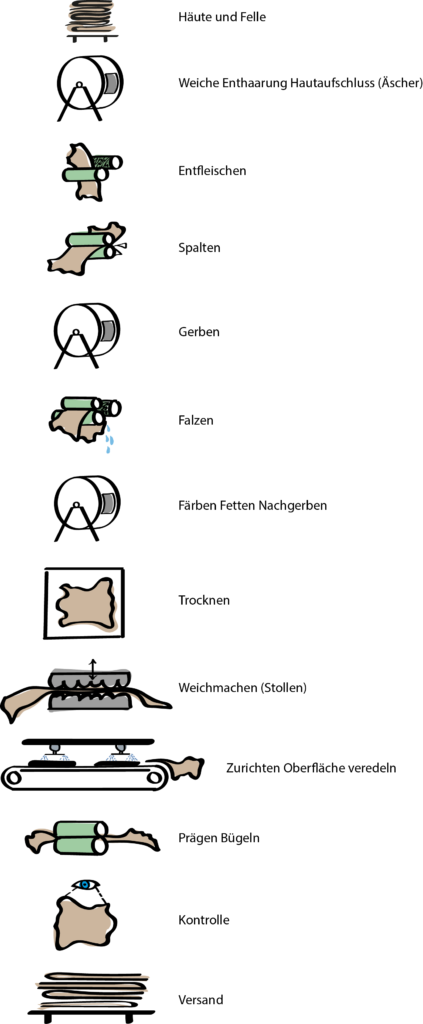
Die Arbeiten der Wasserwerkstatt
mit freundlicher Genehmigung von www.lederpedia.de
Diese Arbeiten dienen allein der Vorbereitung der rohen oder konservierten Haut auf die nachfolgende Gerbung.
- Äscher = Haarentfernung und Hautaufschluß
- Enzymenthaarung
- Schwöde
- Schwitze
- Blöße
- Entfleischen
- Streichen
- Das Spalten
- Entkälkung
- Beize
Alle Produkte die nach diesen Bearbeitungsgängen der Wasserwerkstatt ohne eine eigentliche Gerbung fertiggestellt werden, vom Pergament bis zum Hundekauknochen, behalten die Eigenschaften der ungegerbten, rohen Haut.

Die Rohware wird im ersten Arbeitsgang geweicht, wobei die Prozeßdauer sowie Menge und Art der angewendeten Hilfsmittel von der jeweiligen Konservierung abhängen. Neben der Säuberung der Haut hat die Weiche die Aufgabe, durch Wasserzufuhr den ursprünglichen Quellungszustand und die Weichheit der Haut wieder herzustellen. Darüber hinaus werden die Konservierungsmittel entfernt. Die Weichdauer kann bei gesalzener Ware einige Stunden, bei Trockenhäuten dagegen bis zu mehreren Tagen betragen. Als Weichhilfsmittel können Netzmittel und Emulgatoren, Enzymprodukte sowie Alkalien (angeschärfte Weiche) zur Beschleunigung eingesetzt werden. Bei der Weiche ist darauf zu achten, daß keine unkontrollierbaren Angriffe von Mikroorganismen auf die Haut erfolgen.
Nach der Vorweiche kann vorentfleischt werden. Erst daran schließt sich die Hauptweiche an. Diese Prozesse werden im Faß, Mixer oder Haspel unter leichter Bewegung zur Weichbeschleunigung durchgeführt, früher auch ruhend in Gruben.
Äscher = Haarentfernung und Hautaufschluss
Dazu werden verschiedene Verfahren eingesetzt. Der Äscher ist die gebräuchlichste Methode, wobei unterschieden wird zwischen haarzerstörendem Äscher und haarerhaltendem Äscher, Enzymäscher, der Schwöde und früher noch der Schwitze. Die Aufgaben dieser Arbeiten bestehen darin, daß die Lederhaut von der Oberhaut und ihren Folgeprodukten, den Haaren sowie von den nicht für die Lederhersteflung brauchbaren Eiweißsubstanzen befreit wird.
Gleichzeitig erfolgt ein Hautaufschluß, der von seiner Intensität her, auf die herzustellende Lederart abzustimmen ist. Zwischen dem haarerhaltenden und dem haarzerstorenden Äscher bestehen prinzipiell nur Konzentrationsunterschiede der die Disulfidbrücke des Keratins spaltenden Chemikalien, die im wesentlichen Reduktionsmittel darstellen. Es handelt sich dabei um Salze oder Abkömmlinge des Hydrogensulfides (früher als Schwefelwasserstoff bezeichnet), vom Natriumsulfid bis zu den Thioalkoholen.
Der Eiweißstoff Keratin der Oberhaut und der Haare wird dabei zuerst von der Lederhaut gelöst und liegt nach dem haarzerstörenden Äscher als kolloider Haarschlamm vor. Als weitere wichtige Chemikalie wird dem Äscher Calciumhydroxid zugefügt, um dadurch einen Hautaufschluß zu erhalten. Durch die Äscherintensität und die Dauer werden bereits in diesem Arbeitsgang die Grundlagen für wichtige Ledereigenschaften gelegt. Feste,standige Sohlenleder werden nur ganz kurz geäschert, während zur Herstellung zügiger Handschuhleder ein längerer Äscher erforderlich ist.
Enzymenthaarung
Die Enzymenthaarung gehört zu den haarerhaltenden Äschern. Es werden möglichst spezifisch wirkende Enzymprodukte eingesetzt, die die basale Zellschicht der Oberhaut angreifen, um so eine Ablösung der Oberhaut und damit auch der Haare zu bewirken. An die meisten Enzymäscher schließt sich -je nach gefordertem Hautaufschluß für die herzustellende Lederart – ein Weißkalkäscher von unterschiedlicher Dauer an.
Schwöde
Zur Schwöde wird aus den Äscherchemikalien eine breiige Flüssigkeit hergestellt. die von Hand mit einem einfachen Wischer oder aber maschinell auf die Haut aufgebracht wird. Zur Wollgewinnung bei Schaffellen erfolgt die Einwirkung der Schwöde von der Fleischseite des Felles. Zur reinen Haarzerstörung und zur Erhaltung eines feineren Narbens wird auch bei Kalbfellen öfters das Schwödeverfahren angewandt. Der Schwödebrei wird dabei auf der Haarseite aufgebracht.
Schwitze
Die Schwitze ist als ein Vorgänger der Enzymenthaarung anzusehen. Hier läßt man Mikroorganismen, die sich auf der Haut befinden, in feuchten und warmen Räumen auf diese einwirken. Dieser Prozeß muß besonders streng überwacht werden, da im Gegensatz zum Enzymäscher die Mikroorganismen nicht spezifisch wirken. Bei Anwendung der Schwöde und dem veralteten Verfahren der Schwitze muß ein Nachäscher durchgeführt werden.
Blöße
Die nach dem Äschern enthaarte Haut wird als Blöße bezeichnet.
Entfleischen
Das Entfleischen wird in einem Stadium an der Haut (Vorentfleischen) oder der Blöße durchgeführt, bei dem die Lederhautschichten noch eine gewisse Festigkeit, entweder durch eine nicht vollständige Weiche oder aber durch die Quellung im Äscher, besitzen. Bei dieser maschinellen Arbeit wird das Unterhautbindegewebe mit seinen Einlagerungen möglichst gleichmaßig und vollstandig von der Retikularschicht abgetrennt. Reste dieses Bindegewebes beeinträchtigen die Diffusionsprozesse in die Haut sowie die spätere Verarbeitbarkeit des Leders (Verklebung von Sohlenledern usw.).
Streichen
Das Streichen. Die auch nach Anwendung des haarzerstörenden Äschers im Narben verbleibenden Haarwurzeln, Pigmente und evtl. auch noch Grundhaare, die als Grund und Gneist bezeichnet werden, sollten zumindest bei der Herstellung von Ledern mit Anilincharakter im Blößenstadium entfernt werden. Diese mechanische Bearbeitung muß vor der Sauerstellung der Blößen in den sich anschließenden Gerbungen vorgenommen werden, da sich danach diese Stoffe fest in der Haut ablagern und die Narbenelastizitat sowie die Gleichmaßigkeit der Lederoberfläche nachteilig beeinflussen würden. Die möglichst restlose Entfernung von Grund und Gneist kann nach dem Entfleischen an der geäscherten Blöße,nach dem Entkälken und am besten bei narbenfester Ware nach der Beize erfolgen, wenn die Blöße verfallen, d. h. nicht mehr gequollen ist.
Spalten
Dieser Arbeitsgang dient der Einstellung der späteren Lederdicke von dem reinen Egalisieren bis zur Erzeugung von Narben- und Fleischspalt, die erst nach dem Spalten in getrennten Prozessen für den vorgesehenen Verwendungszweck bearbeitet werden können. Beim Spalten wird die Haut durch exakt einstellbare Führungseinrichtungen gegen ein horizontal in der Ebene der Hautfläche laufendes Bandmesser geführt und so in zwei Schichten zerschnitten. Der Oberspalt wird dabei in der vorgesehenen Dicke über die gesamte Fläche gleichmäßig eingestellt, während der Unterspalt alle Dickenunregelmäßigkeiten aufnimmt.

Das Spalten kann in verschiedenen Stadien von der rohen Haut bis zum fertigen Leder erfolgen. Der Spaltvorgang an der rohen Haut, durch den die beiden Schichten mit bevorzugt horizontal verlaufenden Fasern (der Narbenbereich und die Grenzzone der Retikularschicht zur Unterhaut) schon vor dem Äscher getrennt werden, soll den am Fertigleder oft auftretenden Narbenzug ausschalten und die Mastfalten verringern.
Gebräuchlicher ist aber das Spalten nach dem Äscher oder nach der Chromgerbung. Grundsätzlich bedeutet das Spalten einen starken Eingriff in das Hautfasergefüge, so daß nach F. Stather die Eigenschaften der Leder in größerem Maß von einer sachgerechten Lederdicke als von der Technologie der Lederhersteltung bestimmt werden. Die Untersuchungen von J. A. Wilson haben gezeigt,dass nach dem Spalten die Summe der Reißfestigkeiten der beiden Spalte immer geringer ist als die Reißfestigkeit des ungespaltenen Leders.
Die bei diesen Untersuchungen erhaltenen Kurven (Abb. 3 und 4) zeigen die Reißfestigkeiten der Spalte in Prozent der Festigkeit des ungespaltenen Leders. Die Anforderungen an das Fertigleder legen bei dem Bestreben nach dem Erhalt dünnerer Leder die Spaltgrenzen fest. Für Oberleder gilt als Richtwert ein Spalten des Leders bis zu 50 % seiner ursprünglichen Dicke, ohne eine Verschlechterung der Ledereigenschaften.
Die Voraussetzung für die Gewinnung hochwertiger Narben- und Spaltleder ist der Einsatz von Häuten, die von der Gesamtdicke her gesehen für die vorgesehenen Ledertypen passen. Der bei dickem Blößenmaterial durch zweimaliges Spalten zusätzlich erhaltene Mittelspalt weist nur niedrige Festigkeitswerte auf. Mittelspalte werden nur beschränkt als Leder eingesetzt (Verstärkungs-, Versteifungsmaterialien usw.).
Entkälkung
Die Entfernung der an die Haut gebundenen oder kapillar eingelagerten Äscherchemikalien sowie die Beseitigung der Alkaliquellung ist die Aufgabe der Entkälkung. Durch Zusatz von schwachen organischen Säuren oder sauren Salzen bilden sich lösliche Kalksalze, die ausgewaschen werden. Im Normalfall wird eine Durchentkälkung angestrebt.
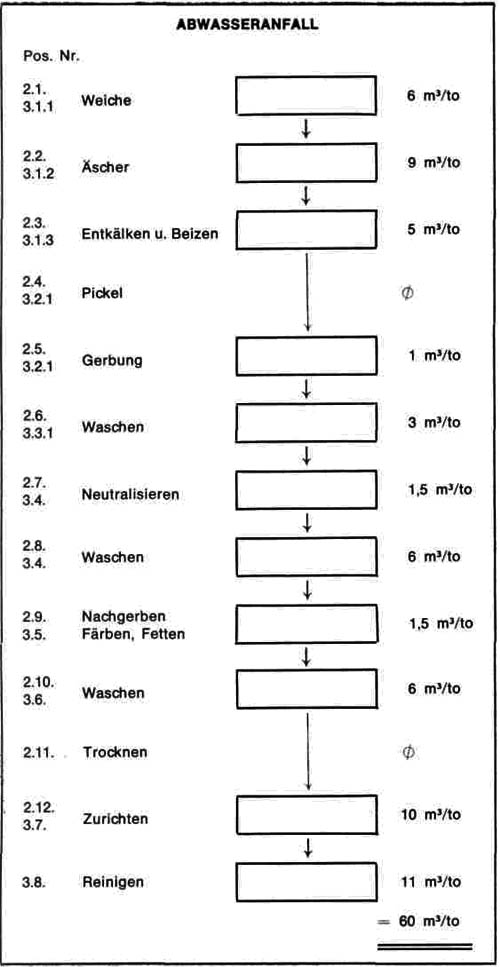
Äschern – Verfahrensbeschreibung und Aufgaben
Von den geweichten Häuten werden die Haare und die äußerste Oberhaut entfernt. Gleichzeitig erfolgen Hautaufschluß und Quellung; diese sind je nach Rohware und herzustellenden Leder unterschiedlich intensiv. An Chemikalien werden überwiegend eingesetzt: Kalk, Schwefelnatrium und Natriumsulfhydrat und Thioalkohole, die haarzerstörend wirken. Spezielle Hilfsstoffe können haarerhaltend wirken. Verwendete Gefäße: Haspel, Mischer und Fässer. Das Ergebnis ist die haarlose, aufgeschlossene Haut, die sogenannte Blöße.
Der Ablauf des Äschers ist gekennzeichnet durch einen pH-Wert von 12 bis 13 und organische Inhaltsstoffe; sie bestehen praktisch aus Eiweißresten der Haare und der Haut, neben geringen Bestandteilen von emulgiertem Fett; eingesetzt werden meist Alkali, Kalk und Sulfide. Die Konzentration ergibt einen hohen Sauerstoffbedarf (siehe Tabelle). Der Wasserverbrauch liegt mit 2 maligem Spülen bei ca. 9 cbm/to Rohware.
Der Äscher
Nach der Weiche haben wir nun ein Hautmaterial – wobei es unerheblich ist, von welcher Tierart – vorliegen, das seinen natürlichen (natürlich bedeutet: wie nach dem Abzug) Quellungszustand, seinen natürlichen Wassergehalt und seine natürliche Weichheit und Geschmeidigkeit besitzt. Es ist von Schmutz, Dung, Blut und Konservierungsmitteln befreit. Haare mit der Oberhaut sowie das Unterhautbindegewebe sind noch vorhanden. In der Lederhaut befinden sich noch die nichtledergebenden Eiweißstoffe sowie Fettstoffe.
Wollten wir dieses so vorliegende Hautmaterial gerben, wobei es unerheblich ist, von welcher Tierart es stammt, würden wir ein hartes, brüchiges Produkt erhalten, an dem noch zusätzlich die Haare und die Oberhaut haften. Wir müssen daher das geweichte Hautmaterial, bevor wir es der Gerbung unterziehen, durch Einschaltung eines Prozesses zur Gerbung vorbereiten, damit das dann entstehende Produkt als Leder mit seinen uns bekannten, vielseitigen Eigenschaften angesprochen werden kann. Wir müssen also zur Vorbereitung auf die Gerbung das Hautmaterial äschern.
(Die Qualitätsmerkmale, die am fertigen Leder so geschätzt werden, sollen durch den Äscher erhalten bleiben, natürlich auch durch die nachfolgenden Prozesse der Gerbung.)
Aufgaben des Äschers
- Lockerung bzw. Veränderung der Haare und der Oberhaut (Epidermis), so daß diese leicht zu entfernen sind, ein Entfernen des Unterhautbindegewebes mit evtl. Fleisch- und Fettanhang
- Entfernen der nichtledergebenden Eiweißstoffe; diese können wie alle Eiweißstoffe gegerbt werden, ergeben aber hierbei ein brüchiges Produkt, das die Ledereigenschaften stark im negativen Sinne beeinflusst.
- Entfernen der natürlichen Fettstoffe; diese liegen in der Haut in mehr oder weniger großer enge vor, ungleichmäßig verteilt über die Fläche und Dicke der Haut; würden sie nicht entfernt werden, entstünde ein Leder von ungleichmäßigen Eigenschaften.
- Erreichen eines mehr oder weniger starken Quellungszustandes des Hautmaterials über den Quellungszustand hinaus, der in der Weiche erreicht worden ist, denn es gilt, ohne Quellung im Äscher erhält man kein Leder von guter Qualität.
- Erreichen eines mehr oder weniger starken Hautaufschlusses. Der Grad des Hautaufschlusses richtet sich nach der Qualität des gewünschten Leders. Unter Hautaufschluss ist folgendes zu verstehen: Eine teilweise Auflockerung der Beweglichkeit der einzelnen Fasern gegeneinander im Fasergefüge der Haut sowie eine Vermehrung der gerbaktiven Gruppen, d. h. derjenigen Gruppen, mit denen sich der Gerbstoff dann im Verlauf der Gerbung verbindet.
Alle Ziele dieser Einzelprozesse werden durch die Behandlung der Haut mit einem einzigen chemischen Prozess, dem Äscherprozess erreicht. Es ist nun die Kunst des Gerbers, die beim Äscher zum Einsatz gelangenden chemischen Substanzen in ihrer Wirkung gegenseitig so abzustimmen, daß die gewünschte Qualität des Leders erreicht wird.
Wiederverwendung von Äscherbrühen
Viele Untersuchungen wurden in der letzten Zeit durchgeführt, um gebrauchte Äscherbrühen wieder einzusetzen. Es hat sich gezeigt, dass dieser Weg grundsätzlich geht, aber praktisch viele Unsicherheitsfaktoren besitzt.
Äscherchemikalien – Ihre Eigenschaften und ihre Handhabung
Obwohl aus Gründen der Rationalisierung des Äscherprozesses und aus Gründen, die mit dem Umweltschutz in Zusammenhang stehen, auf der ganzen Welt zahlreiche Untersuchungen durchgeführt wurden, um andere Chemikalien für den Äscher zu finden und damit zusammenhängend auch zahlreiche Arbeitsweisen zu diesem Zweck entwickelt wurden, sind heute immer noch diejenigen Chemikalien, die schon seit etwa 7-8 Jahrzehnten für den Äscherprozess eingesetzt werden, die wichtigsten und am häufigsten eingesetzten geblieben.
Das gilt vor allem für den sogenannten Weißkalk, wobei es bis heute nicht gelungen ist, diesen durch einen anderen chemischen Stoff zu ersetzen, ohne damit Gefahr zu laufen, die Qualität des Leders zu verschlechtern. Aber auch Schwefelnatrium und Natriumsulfhydrat, die sogenannten Anschärfmittel für den Weißkalkäscher, sind bis heute durch andere Chemikalien nicht zu ersetzen gewesen.
Nur die folgenden zwei Anschärfmittel sind nicht mehr im Gebrauch:
- Kalziumsulfhydrat
- Rote Arsenik (vom Gerber der Gift genannt = Arsensulfide
Der Weißkalk
(Kalk, Marmorkalkhydrat) Kalziumhydroxid-Hydrat Ca(OH)2 x nH2O
Handelsformen: Ein weißes, feines Pulver; der Gehalt an wirksamer Substanz: 92 – 96 %. Der Weißkalk wurde früher aus gebranntem Kalk, durch Löschen mit Wasser, in den Gerbereien selbst hergestellt.
Eigenschaften, Handhabung: Der Weißkalk ist eine in Wasser schwerlösliche Substanz. Bei 20° C lösen sich in 1 l Wasser 1,7 g Weißkalk (hier ist noch anzuführen, daß der Weißkalk sich umso schlechter löst, je wärmer die Temperatur des Lösungsmittels Wasser ist; die Löslichkeit des Weißkalkes wird durch Zugabe von Kochsalz, Natriumsulfhydrat oder Zuckerstoffen beträchtlich erhöht). Die Lösung des Weißkalkes ist stark ätzend, der pH der Weißkalklösung ist 12,3 – 12,5. Weißkalk wirkt in Verbindung mit Wasser stark ätzend, Gummihandschuhe und Schutzbrille sind deshalb Vorschrift bei Arbeiten mit Weißkalk. Sollte Weißkalk in die Augen spritzen, gilt: sofort mit sehr viel Wasser ausspülen.
Beim Abfüllen oder Umfüllen von Weißkalk ist sehr darauf zu achten, daß mit Staubmaske gearbeitet wird. In die Atemwege gedrungener Weißkalkstaub führt zu üblen Verätzungen. Weißkalkgebinde sind stets geschlossen zu halten bzw. nach der Entnahme von Weißkalk sofort wieder zu schließen. Der Weißkalk verbindet sich sonst mit der Kohlensäure der Luft, sobald diese ein wenig feucht ist; es entsteht das chemisch unwirksame Kalziumcarbonat. Der Gehalt an wirksamer Substanz verringert sich.
Schwefelnatrium
Natriumsulfid, Na2S
Handelsformen: In Schuppen von gelblicher oder leicht gelb-oranger Farbe, der Gehalt an wirksamer Substanz ist 60 – 66 % (wenn neben dem Handelsnamen die Bezeichnung techn. konz. steht, ist damit das Produkt mit nebenstehender Konzentration gemeint, ohne dass diese angegeben wird). Schwefelnatrium kann auch noch geschmolzen in Form von Blöcken erworben werden sowie in kristallisierter Form (30%-ig an wirksamer Substanz). Letztere beiden Formen sind jedoch heute seltener in Verwendung.
Eigenschaften, Handhabung: Schwefelnatrium ist in Wasser leicht löslich; es entsteht hierbei eine klare Lösung von gelblicher bzw. helloranger Farbe. Die Schwefelnatrium-Lösung ist sehr stark und sehr schnell ätzend. Die Schwefelnatrium-Lösung in der beim Äscher üblichen Konzentration hat einen pH von 12,3 – 12,7. Kommt Schwefelnatrium mit Kohlensäure zusammen, sei es in einer Schwefelnatrium-Lösung oder sei es, daß das Schwefelnatrium in fester Form vorliegt (hier muß dann allerdings Feuchtigkeit der Luft mit vorhanden sein), wird das Schwefelnatrium durch die Kohlensäure langsam zersetzt. Es bildet sich bei dieser Umsetzungsreaktion Schwefelwasserstoff und Soda.
Da Schwefelnatrium stark ätzend wirkt, sind bei der Handhabung desselben immer Gummihandschuhe zu tragen. Beim Umfüllen dieses Produktes ist darauf zu achten, daß sich Staub bilden kann, der, wenn er eingeatmet wird, Schädigungen an den Atemwegen verursachen kann. Es ist daher auch hier, wie beim Kalk, eine Staubmaske zu tragen.
Kommen Schwefelnatriumspritzer auf die Haut oder in die Augen, ist sofort mit viel Wasser nachzuspülen; im letzteren Fall ist gleich der Arzt aufzusuchen. Da sich Schwefelnatrium leicht mit Kohlensäure zu Schwefelwasserstoff (Geruch nach faulen Eiern) und Soda umsetzt, ist nach Entnahme des Produktes aus dem Gebinde dieses sofort wieder gut zu verschließen, da sich sonst in relativ schneller Zeit aus dem Schwefelnatrium Soda bildet und die Wirksamkeit des Schwefelnatriums dadurch mehr und mehr beeinträchtigt wird.
Da immer Kohlensäure und in der Luft auch immer Feuchtigkeit vorhanden ist und infolgedessen immer etwas Schwefelwasserstoff freigesetzt werden kann, wird es dort, wo mit Schwefelnatrium gearbeitet wird, immer leicht nach faulen Eiern, d. h. nach Schwefelwasserstoff riechen; jedoch ist die Konzentration, die sich hierbei im Arbeitsraum bildet, so gering, daß keine Gefahr für die Gesundheit besteht.
(Mancherorts wird, abweichend von dem Üblichen, vor der Zugabe des Schwefelnatriums in das Arbeitsgefäß dasselbe gelöst. Zur Beschleunigung des Lösungsprozesses wird Wasserdampf zur Erwärmung eingeleitet. Hierbei wird aber die Reaktion Schwefelnatrium und Kohlensäure der Luft sehr stark beschleunigt und dadurch, da sich ja Soda hierbei bildet, die Wirksamkeit dieses Äscherproduktes stark herabgesetzt).
Natriumsulfhydrat Natriumhydrogensulfid
NaSH
Handelsformen: In Schuppen-Form, Gehalt an wirksamer Substanz: 60 %; in Pulverform, Gehalt an wirksamer Substanz: 92 – 95 % (im Ausland: in Pulverform, Gehalt an wirksamer Substanz 70 – 72 %).
Eigenschaften, Handhabung: Natriumsulfhydrat ist sehr leicht löslich, die Lösung ist wasserklar und hat eine gelbliche Farbe. Natriumsulfhydrat-Lösungen sind nur wenig ätzend, da jedoch beim Arbeiten in der Wasserwerkstatt an den Händen immer etwas Kalkstaub haften kann, wirkt auch Natriumsulfhydrat in Gegenwart dieses Kalkstaubes ätzend. Es sind daher beim Umgang mit Natriumsulfhydrat auch Gummihandschuhe zu tragen. Kommt Natriumsulfhydrat-Lösung auf die Haut oder in die Augen, ist mit viel Wasser nachzuspülen, in letzterem Fall ist sofort der Arzt aufzusuchen.
Natriumsulfhydrat-Lösungen in der in der Gerberei üblichen Konzentration haben einen pH von etwa 9,8. Beim Abfüllen bzw. Umfüllen von Natriumsulfhydrat-Pulver kann Staub entstehen. Dieser kann in die Atemwege gelangen und Schädigungen derselben hervorrufen. Es ist daher beim Umgang mit Natriumsulfhydrat eine Staubmaske zu tragen. Über die sonstigen Eigenschaften des Natriumsulfhydrates und die sich daraus ergebenden Handhabungsregeln gilt das beim Schwefelnatrium Gesagte.
Kalziumsulfhydrat
Kalziumsulfhydratlauge, Kalziumhydrogensulfid, Ca (SH)2
Handelsformen: In flüssiger Form, Gehalt an wirksamer Substanz: 10 – 12 %
Eigenschaften, Handhabung: Die Kalziumsulfhydrat-Lösung ist wasserklar und hat eine gelbliche Farbe. Kalziumsulfhydrat-Lösungen sind noch weniger ätzend als Natriumsulfhydrat-Lösungen; da jedoch beim Arbeiten in der Wasserwerkstatt an den Händen immer etwas Kalkstaub haften kann, wirkt auch Kalziumsulfhydrat in Gegenwart dieses Kalkstaubes ätzend. Es sind daher auch beim Umgang mit Kalziumsulfhydrat Gummihandschuhe zu tragen. Kommt Kalziumsulfhydrat-Lösung auf die Haut oder in die Augen, ist mit viel Wasser nachzuspülen, in letzterem Fall ist sofort der Arzt aufzusuchen. Kalziumsulfhydrat-Lösungen in der in der Gerberei üblichen Konzentration haben einen pH von etwa 8,8 – 9. Über die sonstigen Eigenschaften des Kalziumsulfhydrates und die sich daraus ergebenden Handhabungsregeln gilt das beim Schwefelnatrium entsprechend Gesagte.
Wirkung der Äscherchemikalien
Wirkung der Äscherchemikalien
In diesem Abschnitt wird nur die Wirkung der Äscherchemikalien beschrieben, die diese auf die Lederhaut sowie auf Oberhaut und Haare in den in der Gerberei üblicherweise angewendeten Konzentrationen haben.
Weißkalk
wirkt auf die Lederhaut aufschließend, d. h. die Faserstruktur derselben lockernd und gerbaktive Gruppen bildend. Diese chemische Reaktion benötigt eine lange Zeit, bei Rindshaut z. B. bis zu mehreren Wochen, wobei die locker strukturierte, empfindliche Papillarschicht schneller angegriffen wird als die übrigen Schichten der Haut (ergibt Gefahr des Entstehens von Losnarbigkeit).
Eine chemische Zerstörung der Lederhaut tritt erst nach monatelanger Einwirkungsdauer des Weißkalkes auf dieselbe ein. Durch die Weißkalkbehandlung wird die Lederhaut mäßig gequollen – über den durch die Weiche erzielten Quellungsgrad der Haut hinaus gerechnet. Es tritt hierbei noch keine wesentliche Verspannung der Fasern ein = Prallheit. Nichtledergebende Eiweißstoffe werden zum Teil herausgelöst, die Fettstoffe zum Teil in ihren Eigenschaften verändert, so daß sie ebenfalls herausgelöst werden. Bei hohen Fettmengen im Hautmaterial gelingt dies nur teilweise; hier muß dann entfettet werden (spezielle Prozesse).
Die Oberhaut sowie die Haare werden durch die Einwirkung von Weißkalk chemisch nicht wesentlich verändert. Es tritt hierbei nur eine Immunisierung der Haare und der Oberhaut ein, d. h. diese werden gegen die zerstörende Wirkung der Anschärfmittel Schwefelnatrium usw. chemisch widerstandsfähig (resistent). Lediglich die basale Zellreihe wird zerstört und dadurch die Oberhaut und die Haare in ihrer Verbindung mit der Lederhaut gelockert, wobei diese Reaktion eine lange Zeit benötigt. Oberhaut und Haare können dann mechanisch entweder maschinell durch die Streichmaschine oder von Hand auf dem Gerberbaum mit Hilfe des Streicheisens entfernt werden.
Durch die Behandlung der Haut mit Weißkalk liegt also ein haarerhaltender Äscher von langer Dauer vor.
Anschärfmittel für den Weißkalkäscher
Schwefelnatrium, Natriumsulfhydrat und Kalziumsulfhydrat.
Wie wir im vorhergehenden Abschnitt „Weißkalk“ gehört haben, benötigt ein reiner Weißkalkäscher eine lange Dauer. Zur Verkürzung der Dauer dieses Äschers werden demselben deshalb chemische Stoffe zugesetzt: Schwefelnatrium, Natriumsulfhydrat oder Kalziumsulfhydrat. Die Äscherwirkung wird dadurch intensiver und schärfer. Diese Zusatzstoffe werden daher Anschärfmittel genannt.
Schwefelnatrium
Schwefelnatrium für sich allein eingesetzt, wirkt die Lederhaut aufschließend und gerbaktive Gruppen bildend. Diese chemische Reaktion benötigt nur eine kurze Dauer, wobei dieselbe aber von der vorliegenden Konzentration des Schwefelnatriums in der Lösung abhängt und natürlich umso kürzer ist, je höher die Konzentration der Lösung ist, die sich im allgemeinen auf 0,3 – 1,5 % Schwefelnatrium (60%-ig) beläuft (dies entspricht einer Konzentration von 0,2 – 0,9 % an wirksamer Substanz). Eine Zerstörung der Lederhautsubstanz erfolgt in einer wesentlich schnelleren Zeit als durch die Einwirkung von Weißkalk.
Bei Mengen unter 1 g Schwefelnatrium (60 %-ig) im Liter Lösung (das entspricht einer Konzentration von 0,1 % an technischem Produkt) ist die Wirkung auf die Haut schon relativ gering, jedoch immerhin noch so stark, daß die Dauer eines Weißkalkäschers von z. B. Rindshaut auf 2-3 Tage verkürzt wird, wobei jedoch trotz dieser kurzen Einwirkungsdauer auf die Haut die Gefahr des Entstehens der Losnarbigkeit besteht. Daneben werden von Schwefelnatrium-Lösungen die nichtledergebenden Eiweißstoffe teilweise entfernt und Fettstoffe in ihren Eigenschaften verändert.
Durch die Behandlung der Lederhaut mit Schwefelnatrium-Lösungen wird diese bei einer Konzentration bis 1 g Schwefelnatrium technisch pro Liter Lösung nur mäßig gequollen. Bei einer Konzentration von 0,3 % ist der zu erhaltende Quellungsgrad sehr stark, und bei 1,5%-igen Lösungen ist der Quellungsgrad mit prall zu bezeichnen, d. h. die Haut ist infolge der eingetretenen Verspannungen des Fasergefüges mit den Fingern nur noch schlecht eindrückbar, schlecht biegsam und glasig erscheinend.
Die Oberhaut und die Haare werden bei der Einwirkung von Schwefelnatrium-Lösungen in einer Konzentration bis 0,1 % Schwefelnatrium (60%ig) nicht angegriffen. Schwefelnatrium in dieser Menge dem Weißkalk zugesetzt, verkürzt immerhin die haarlockernde Wirkung desselben, z. B. bei Rindshäuten, auf 2-3 Tage. Bei Konzentrationen der Schwefelnatrium-Lösungen von über 0,1 % werden die Oberhaut und die Haare angegriffen, mit weiterer Steigerung der Schwefelnatrium-Konzentration tritt eine Zerstörung (Versulzung) und schließlich ein Auflösen derselben ein. Da Schwefelnatrium-Lösungen als Äscher allein auf die Haut einwirkend ein Leder von gummiartigem Charakter und einen harten Griff ergeben – nur bei der Herstellung von Chevreau (Ziegenleder) wird manchmal der Erhalt letzteren Ledercharakters angestrebt und daher mit Schwefelnatrium-Lösungen allein geäschert – wird Schwefelnatrium kaum allein, sondern immer in Verbindung mit Weißkalk eingesetzt, wodurch dann die negative Wirkung des Schwefelnatriums auf den Ledercharakter vollständig verschwindet.
Natriumsulfhydrat
Natriumsulfhydrat für sich allein eingesetzt, hat keine die Lederhaut aufschließende Wirkung; auch die nichtledergebenden Eiweißstoffe sowie Fettstoffe werden kaum angegriffen. Bei der Behandlung der Lederhaut mit Natriumsulfhydrat-Lösungen wird die Lederhaut ähnlich gequollen wie durch die Behandlung mit Weißkalk.
Die Oberhaut und Haare werden bei alleiniger Einwirkung von Natriumsulfhydrat-Lösungen, unabhängig von der Konzentration derselben, nicht zerstört. Es tritt lediglich bei einem Einsatz von Natriumsulfhydrat-Lösungen mit einer Konzentration von mehr als 0,043 % an wirksamer Substanz eine Umwandlung des Keratins der Oberhaut und Haare in Präkeratin ein, es entsteht also hierbei der Eiweißstoff, aus dem die basale Zellreihe dieser Hautschicht aufgebaut ist. Dieses Präkeratin ist dann leicht durch die Einwirkung anderer Chemikalien, z. B. durch Weißkalk, zu zerstören und in Lösung zu bringen. Daher wird Natriumsulfhydrat nie allein, sondern immer zumindest in Kombination mit Weißkalk zum Äschern verwendet.
Kalziumsulfhydrat
Kalziumsulfhydrat hat, genau wie Natriumsulfhydrat, allein verwendet keine Wirkung auf die Lederhaut und gibt der Lederhaut nur eine Quellung, die im Ausmaß derjenigen des Weißkalkes entspricht. Die Oberhaut und die Haare werden durch Kalziumsulfhydrat-Behandlung ähnlich verändert, wie dies durch alleinige Behandlung mit Natriumsulfhydrat-Lösungen geschieht. Auch diese Substanz wird im Äscher nur zumindest mit Weißkalk kombiniert eingesetzt. Aufgrund dieser in den vorhergehenden Abschnitten beschriebenen Eigenschaften der Äscherchemikalien ist es nun möglich, durch Kombination der verschiedenen Chemikalien (wobei hier zu bemerken ist, daß der Weißkalk immer zur Erhaltung einer guten Lederqualität verwendet werden muß) in Art, Menge und Einwirkungsdauer derselben, die verschiedensten Wirkungsrichtungen des Äschers zu erhalten.
Für Sohlleder wird z. b. ein Weißkalk/Schwefelnatrium-Äscher, der durch Einsatz von hohen Mengen an Schwefelnatrium und relativ wenig Weißkalk zudem noch von kurzer Dauer ist, angewendet.
Äscher für Rindoberleder
Für die Herstellung von Rindoberleder wird Weißkalk mit Schwefelnatrium und Natriumsulfhydrat kombiniert, wodurch eine stärkere Einwirkung auf das Hautmaterial bei Erhalten eines etwas geringeren Quellungsgrades des Hautmaterials erreicht wird.
Äscher für Möbelleder
Für die Herstellung von Vachetten für Möbel wird Weißkalk mit Natriumsulfhydrat kombiniert, wodurch man neben einem guten Hautaufschluss nur einen leichten Quellungsgrad des Hautmaterials erzielt.
Äscher für Handschuhleder
Für die Herstellung von Handschuhleder wählt man eine Kombination von Weißkalk mit wenig Schwefelnatrium bzw. wenig Natriumsulfhydrat und lässt diese Mischung lange auf das Hautmaterial einwirken, wobei ein intensiver Hautaufschluss bei geringer Quellung erreicht wird.
Und schließlich setzt man dort, wo man wertvolle Haare neben Leder erhalten will, Chemikalien-Kombinationen ein, die neben Weißkalk, Schwefelnatrium in einer Menge von nur 0,1 % enthalten: sogenannte haarerhaltende Äscher oder die Schwöde: eine Kombination aus viel Schwefelnatrium, viel Kalk und wenig Wasser.
Dies sind nur einige Beispiele aus der großen Palette der Variationsmöglichkeiten der Äscherkombinationen, wie man sie für die Erhaltung von Leder der verschiedensten Qualitätsrichtungen einsetzen kann.
Zur Ergänzung für die zu treffende Wahl der Äscherchemikalien für eine bestimmte Äscherart sind noch einige Gesetzmäßigkeiten anzuführen:
- Ohne Quellung des Hautmaterials im Äscher erhält man kein Leder von guter Qualität
- je stärker die Quellung im Äscher ist, desto härter wird das resultierende Leder: starke Quellung für Sohlleder, geringe Quellung für Möbelleder und Handschuhleder
- je höher der Quellungsgrad der Haut, desto langsamer dringen die Äscherchemikalien in die Haut ein und desto geringer ist die Hautaufschlusswirkung
- kein oder wenig Wasser im Äscher gibt keine Quellung der Haut
Um einen hohen Aufschlussgrad des Hautmaterials zu erhalten, wie dies für ein weiches, zügiges Leder (Handschuhleder) notwendig ist, muß ein chemisch schwach, d. h. mild wirkender Äscher eingesetzt werden, um ohne Gefahr für die Qualität des Leders zu arbeiten.
Man kann zwar mit chemisch stark und damit schneller wirkenden Äscherkombinationen zum selben Ziel eines weichen, zügigen Leders kommen; die Gefahr eines Überäscherns und damit eine deutliche Verminderung der Lederqualität, vor allem bezüglich der Reißfestigkeit, ist hier aber in Bezug auf die schlechte Einhaltmöglichkeit einer genauen Zeit, was hier dann von großer Wichtigkeit wäre, zu groß.
Äscherchemikalienmenge
Die Äscherchemikalienmenge, die im Äscher anzusetzen ist, richtet sich nach vielen Faktoren, z.B. Art des vorliegenden Hautmaterials, angestrebte Ledereigenschaft usw. Es können daher nur allgemeine Grenzwerte angegeben werden (die Prozent-Angaben beziehen sich auf da Hautgewicht):
Weißkalk: 2 – 6%
Schwefelnatrium (60%-ig): 1-3%
oder durch Natriumsulfhydrat bzw. Kalziumsulfhydrat schwefelgleich anteilig bzw. Vollständig ersetzt.
Hierfür einige Umrechnungswerte:
1 % Schwefelnatrium (60%-ig) entspricht:
0,718 % Natriumsulfhydrat (60%-ig)
0,615 % Natriumsulfhydrat (70%-ig)
0,468 % Natriumsulfhydrat (92%-ig)
4,08 % Kalziumsulfhydrat (10%-ig)
Um eine einwandfreie Äscherwirkung zu erzielen, ist bei der Zusammenstellung einer Rezeptur zu beachten:
Je mehr Flotte eingesetzt wird, desto höher muss die Menge, bezogen auf Hautgewicht, an Äscherchemikalien eingesetzt werden, das es notwendig ist, eine gewisse Konzentration an Äscherchemikalien in der Flotte zu erhalten, um einen einwandfreien Äscher zu erzielen. Für den zu erzielenden Quellungsgrad des Hautmaterials im Äscher gilt folgendes: Je stärker die Quellung sein soll, um so weniger Kalk ist einzusetzen und um so mehr Schwefelnatrium ist zu nehmen. Für den Erhalt eines stark quellenden Äschers ist die Zugabe von Natriumsulfhydrat bzw. Kalziumsulfhydrat nicht geeignet.
Äscherchemikalienzugabe
Man kann alle in der Arbeitsweise vorgesehenen Äscherchemikalien auf einmal in das Arbeitsgefäß zugeben, aber auch nach Art der Äscherchemikalien getrennt diese Zugabe durchführen. Hierbei kann man so vorgehen, dass man die einzelnen Äscherchemikalien auf einmal oder in mehreren Anteilen ins Arbeitsgefäß gibt.
Auf jeden Fall ist darauf zu achten, dass unter keinen Umständen bei der haarzerstörenden Äscherarbeitsweise zuerst der Weißkalk vorlaufen gelassen wird. Die Behandlung der Haut und da vor allem der Oberhaut und der Haare mit Weißkalk allein führt zur Immunisierung derselben, d. h. die Haare und die Oberhaut werden widerstandsfähig gegen die chemische, haarzerstörende Wirkung der Anschärfmittel.
Dadurch wird, in Abhängigkeit von der Einwirkungsdauer des Weißkalkes, die Haarzerstörung erschwert bis ganz unmöglich gemacht.
Ist dieser Fehler in der Reihenfolge der Äscherchemikalienzugabe geschehen, ist derselbe nur dadurch zu beheben, dass man einen haarerhaltenden Äscher, der allerdings dann von längerer Dauer als der vorgesehene haarzerstörende Äscher ist, durchführt.
Äschergefäße – Arbeitsgefäße des Äschers:
Die Arbeitsgefäße, in denen der Äscher der Haut durchgeführt wird, sind dieselben wie die für die Weiche und für die übrigen Arbeiten der Wasserwerkstattprozesse:
- Faß
- Haspel
- Grube
- Mixer
- Y-geteiltes Fass
Äscherhilfsmittel
Äscherhilfsmittel sind den „Netzmitteln“ chemisch verwandte Stoffe und bewirken ein schnelleres Eindringen der Äscherchemikalien in die Haut; gleichzeitig ergeben sie eine bessere Lockerung und damit bessere Entfernung von Oberhaut-Haarwurzelresten sowie Pigmentstoffen und Fettstoffen. Sie können in Mengen von 1-3 g/l Flotte zugegeben werden. Äscherhilfsmittel können auch mit organischen Schwefelverbindungen kombiniert werden.
Haarerhaltende Äscherverfahren
Die Arbeitsweisen des haarerhaltenden Äschers werden gerne bei der Verarbeitung von Fellen solcher Tierarten eingesetzt, bei denen es sich lohnt, die Wolle bzw. Haare zu gewinnen: also vorwiegend bei der Verarbeitung von Schaffellen, aber auch noch von Ziegenfellen. Mancherorts ist die Gewinnung der Wolle der zweckmäßig, wie z. B. in Australien und Neuseeland. Das hierbei anfallende haarfreie Hautmaterial wird dann, um auch dieses noch zu verwerten, zu Leder verarbeitet. Dieses Material ist vorwiegend als Pickelblösse im Handel.
Haarerhaltende Äscher können aber auch zur frühen Separierung der Haare aus dem Äscherprozess dienen, um die Gesamtmenge an Äscherchemikalien deutlich zu reduzieren und wirtschaftlicher zu arbeiten.
Die Arbeitsweisen des haarerhaltenden Äschers kann man in zwei Gruppen einteilen:
- Einmal in diejenigen haarerhaltenden Äscher-Arbeitsweisen, bei denen die schon beim haarzerstörenden oder haarwurzelzerstörenden Äscher angewandten Äscherchemikalien eingesetzt werden;
- zum zweiten in die enzymatischen Äscher-Arbeitsweisen.
Zu den haarerhaltenden Äscher zählen:
- Fleischseitenschwöde
- Weißkalkäscher
- Enzymatische Äscher
- Haarwurzelzerstörung
Gerbung und Gerben von Häuten und Blößen
Aus der Rohhaut ist durch die Arbeiten der Wasserwerkstatt eine gerbfähige Blöße entstanden, die von allen Bestandteilen befreit worden ist, die nicht in Leder umgewandelt werden können. Wie die Haut in ihrer ursprünglichen Form geht auch die Blöße, wenn man sie im nassen Zustand liegen lässt, sehr leicht in Fäulnis über und verleimt, sobald sie mit Wasser von erhöhter Temperatur in Berührung kommt. Im getrockneten Zustand wird sie hart und blechig.
Um nun die Blöße so umzuwandeln, dass sie gegen Bakterien beständig wird, bei der Trocknung oder bei höherer Temperatur nicht mehr verleimt, durch Chemikalien weniger verändert wird und nach dem Nasswerden wieder geschmeidig und formgetreu auftrocknet, muss man sie gerben.
Unter Gerbung versteht man die Behandlung mit ausreichender Menge an gerbenden Stoffen unter geeigneten Bedingungen. Die sich bei diesem Prozess zwischen der Kollagenfaser der Blöße und dem Gerbstoff abspielenden chemischen und physikalischen Vorgänge sind bis heute noch nicht restlos geklärt, weil beide Reaktionspartner – die Blöße wie der Gerbstoff – als größtenteils organische Naturstoffe einen komplizierten und in vielen Punkten noch nicht restlos geklärten Aufbau aufweisen. Allerdings ist der Gerbvorgang so weit ergründet, dass man heute weiß, dass die Hautfasern den wirksamen Gerbstoff aus den Gerblösungen in der Weise aufnehmen, dass Faser und Gerbstoff eine echte Bindung eingehen.
Durch diese Gerbstoffaufnahme, Anlagerung oder chemische Bindung, werden eine Verringerung oder Aufhebung des Quellvermögens, eine Erhöhung der Schrumpfungstemperatur, eine Wasser- und Fäulnisfestigkeit und die Erhaltung der Biegsamkeit beim Auftrocknen bewirkt. Es ist eine feste Gerbstoffbindung zur Hautsubstanz eingetreten, die Kollagenfaser der Blöße ist in eine Lederfaser umgewandelt worden, Haut ist dadurch Leder geworden.
Die Umwandlung der Blöße in Leder kann mit Hilfe der Gerbstoffe nach verschiedenen Arbeitsprozessen durchgeführt werden.
Gerbverfahren
Als Gerbverfahren werden in der modernen Lederherstellung eingesetzt:
- Gerbung mit pflanzlichen und synthetischen Gerbstoffen
- Mineralgerbung, insbesondere mit Chromsalzen
- Fettgerbung
- und in beschränkterem Umfang Gerbungen mit Aldehyden, Harzen und anderen gerbenden Stoffen.
Zu den Gerbverfahren mit pflanzlichen Gerbmaterialien zählt die Behandlung der Blöße mit pflanzlichen (bzw. vegetabilen) Gerbstoffen, die aus Pflanzenteilen gewonnen werden. Sie sind in den Zellen der Pflanzen enthalten, aus denen sie durch Wasser in der Extraktion herausgelöst werden. Pflanzliche Gerbstoffe können in Rinden, Früchten, Blättern und Hölzern in- und ausländischer Pflanzen vorkommen.
Bei der Lederherstellung mit den sogenannten synthetischen Gerbstoffen werden Produkte eingesetzt, die künstlich nach dem Muster des Aufbaues der pflanzlichen Gerbstoffe hergestellt sind. Es gibt heute eine große Anzahl von synthetischen Gerbstoffen mit ganz speziellen Eigenschaften.
Eingeteilt werden diese synthetischen Gerbstoffe in Austauschgerbstoffe, die – wie ein pflanzlicher Gerbstoff – bei alleiniger Anwendung zur Lederherstellung verwendet werden können und die Hilfsgerbstoffe, die zur Unterstützung der pflanzlichen Gerbung eingesetzt werden, um z. B. die pflanzlichen Gerbstoffe besser in Lösung zu halten bzw. um so eine Schlammbildung zu verhindern. Bei den Mineralgerbverfahren kommen bestimmte Metallsalze zum Einsatz, von denen der wichtigste der Chromgerbstoff ist. In die Reihe gehören gleichfalls die Aluminiumsalze (Alaungerbung) sowie die Zirkon- und Eisensalze.
Eine weitere Gruppe bilden die Gerbverfahren mit sonstigen nicht pflanzlichen Gerbmitteln, die ebenfalls durch eine gerbende Wirkung gekennzeichnet sind. Hierzu gehört die Blössenbehandlung mit Fettstoffen, so mit Tranen zur Herstellung von Sämischleder, die Gerbung mit Aldehyden, meist nicht allein, sondern in Kombination mit anderen Gerbstoffen, des weiteren die Gerbung mit Polyphosphaten sowie die synthetische Polymerisationsgerbung, Gerbweisen, von denen nur den ersten beiden größere technische Bedeutung zukommt.
Zur Erzielung besonderer Ledereigenschaften werden auch Harzgerbstoffe eingesetzt.
Entkälkung – Verfahrensbeschreibung
Die Aufgaben der Entkälkung
Die nach dem Äscher vorliegende Blöße hat eine stark alkalische Reaktion von pH 12 – 12,5, unter Umständen sogar bis pH 13. Alle folgenden Prozesse verlaufen bei einem tieferen pH-Wert, so schon die Beize, die im schwach alkalischen bzw. schwach sauren Gebiet abläuft sowie der Pickel und die Gerbung, die im schwach sauren bis mittelstark sauren Gebiet ablaufen. Daher muß der pH in der Entkälkung gesenkt werden, und zwar auf den pH-Bereich der mit der Entkälkung zusammenlaufenden Beize. Die vorliegende Blöße enthält noch Reste von Äscherchemikalien.
Diese Chemikalien ergeben mit den Chemikalien der Beize, des Pickels sowie der Gerbung schwerlösliche Verbindungen, die den Prozessablauf behindern oder sogar ganz unterbinden. In der Entkälkung müssen daher diese Reststoffe des Äschers aus der Blöße entfernt werden.
Die vorliegende Blöße ist mehr oder weniger stark gequollen. Die Chemikalien der folgenden Prozesse Beize und Gerbung sind großteilig (großmolekular). Der Platz zwischen den verspannten, gequollenen Fasern ist gering. Dies bedeutet, dass diese großmolekularen Stoffe zwischen den Fasern nicht in die Haut oder nur sehr langsam in diese eindringen können. Es ergibt sich daraus eine Behinderung der Beize bzw. der Gerbung.
In der Entkälkung ist daher das Blößenmaterial weitestgehend zu entquellen, um damit den Zwischenraum zwischen den einzelnen Fasern zu vergrößern und so ein gutes Eindringen der Beiz- und Gerbstoffe zu ermöglichen. Durch die Quellung werden zwischen den verspannten Fasern, das gilt besonders für den Narben, Restteile der Oberhaut und der Haare sowie Pigmentstoffe festgehalten. Das Entquellen des Hautmaterials bewirkt also gleichzeitig eine Freigabe dieser Reststoffe (der Gerber nennt dieselben Grund oder Gneist), so dass sie dann in Entkälkung und Beize leicht aus der Narbenschicht herauszubekommen sind.
Entkälkung und Beize Durchführung
Entkälkung und Beize sind zwei Prozesse mit getrennten Aufgaben und unterschiedlichen Wirkungsweisen auf das Hautmaterial, werden aus rationellen Gründen jedoch meistens in einem gemeinsamen Gesamtprozess durchgeführt, wobei zu bemerken ist, daß der Beginn dieser Teilprozesse Entkälkung und Beize nicht zusammenliegt. Denn um eine Beizwirkung zu erzielen, müssen zumindest die Außenschichten des zu bearbeitenden Blößenmaterials entkälkt sein, d. h. im Grad des pH auf denjenigen der Beize herabgesetzt sein, es muss die Menge der Äscherrestchemikalien in diesen Schichten schon verringert sein, und schließlich müssen diese Schichten schon entquollen sein. Das ergibt also immer einen gewissen zeitlichen Vorlauf der Entkälkung vor der Beize; beide Prozesse werden aber gemeinsam beendet.
Arbeitsweise
Von den zahlreich existierenden Arbeitsweisen für diese Teilprozesse der Lederherstellung, die sich in ihrer Art – ähnlich wie beim Äscher – nach den verschiedensten Faktoren richten, soll auch hier wieder nur das Prinzipielle derselben beschrieben werden.
Da es zwei Arten von Beizen gibt, die alkalische Beize und die saure Beize, ist die Entkälkung zwar nicht nach der Art ihrer Durchführung, so doch nach der Art der zu wählenden Entkälkungsmittel auf die Art der gewählten Beizmethode abzustimmen. Der Gesamtablauf ist im großen gesehen jedoch für beide Arbeitsweisen der gleiche.
Nach einem gründlichen Waschen der Blößen (dieses wäre auf jeden Fall zu empfehlen, denn je weniger Restäscherchemikalien in den Blößen vorhanden sind, desto weniger Entkälkungsmittel müssen eingesetzt werden, je weniger Sulfide in der Blöße verblieben sind, desto weniger Schwefelwasserstoff kann sich beim Entkälkungs-Beizprozess bilden und desto weniger Chemikalien müssen eingesetzt werden, wenn die Bildung von Schwefelwasserstoff schon während dieses Prozesses unterbunden werden soll) wird Wasser in das Arbeitsgefäß gegeben und das Entkälkungsmittel hinzugefügt. Nun wird unter Bewegung die Entkälkung begonnen.
Nach einer mehr oder weniger langen Vorlaufzeit dieser Entkälkung wird das Beizpräparat (Enzympräparat) hinzugefügt und dann unter fortwährender Bewegung des Hautmaterials fertig entkälkt und gebeizt. Nach Beendigung der Entkälkung und Beize wird die Flotte abgelassen. Das Blößenmaterial ist nun für den folgenden Prozess der Gerbung bereit.
Enzymäscher
Die Eiweißstoffe der Oberhaut und der Haare sind nicht nur durch chemische Mittel zerstörbar, sondern auch durch geeignete eiweißlösende Enzyme.
Die ursprüngliche Art der Haarlockerung war wohl die Ausnutzung der Oberhaut- und haarlockernden Wirkung durch den Fäulnisprozess, der sogenannten „Schwitze“. Hierbei ließ man die natürlich auf der Haut vorkommenden und auch sonst immer überall vorhandenen Fäulnisbakterien auf das Hautmaterial einwirken, wobei die Fäulnisbakterien sowohl die Eiweißstoffe der Oberhaut und der Haare als auch das Kollagen und die nichtledergebenden Eiweißstoffe der Lederhaut angreifen.
Da die Eiweißstoffe der Oberhaut und der Haare (vor allem das Präkeratin) hierbei leichter zerstört werden, erfolgt zuerst eine Haarlockerung (siehe Fäulnis bei der Konservierung), dann aber auch ein gewisser Angriff der anderen Eiweißstoffe, so auch des Kollagens, und zwar in unkontrollierbarem Ausmaß. Vor allem aus letzterem Grund suchte man nach einer sichereren Arbeitsweise der enzymatischen Haarlockerung. Heute wird nur noch durchgeführt: Die Haarlockerung mit künstlich gewonnenen Enzympräparaten.
Auch hier erfolgt im eigentlichen Sinn ein ähnlicher Vorgang wie bei der Schwitze, mit dem Unterschied, dass hier gezielt wirkende Enzyme eingesetzt werden, d. h. solche Enzyme, die lediglich das Präkeratin der Oberhaut und Haare zerstören und kaum einen Kollagenangriff ergeben.
Diese Arbeitsweise der enzymatischen Haarlockerung wird heute vorwiegend zur Wolle- und Haargewinnung bei der Bearbeitung von Schaf- bzw. Ziegenfellen eingesetzt. Bei der Bearbeitung von Rindshäuten ist heute immer noch die enzymatische Haarlockerung sehr wenig im Einsatz.
Die Arbeitsweise
Lösungen der Enzympräparate werden entweder auf die flach ausgebreitete Haut von der Haarseite aus aufgesprüht oder im Faß oder einem anderen Arbeitsgefäß eingewalkt. Über die hier einzusetzende Enzympräparatemenge ist keine Angabe zu machen, da diese von der Art der Enzympräparate stark abhängt. Nach dem Einarbeiten der Enzympräparate in das Hautmaterial wird dieses entweder flach ausgebreitet in warmen Räumen bei einer Temperatur von 30° C oder unter zeitweiligem Bewegen und möglichster Beibehaltung von 30° C im Arbeitsgefäß behandelt, Die Haarlockerung ist so weit zu führen, dass nach der Enthaarung von Hand auf dem Gerberbaum oder durch die Enthaarmaschine etwa 5 – 10 % der Haare auf der Haut verbleiben.
Die Dauer für diese Behandlung richtet sich ebenfalls nach der Art des eingesetzten Enzympräparates, sie kann inkl. Weichprozess, den man ebenfalls enzymatisch durchführt, bis zu 8 Stunden, aber auch bis zu 23 Stunden benötigen.
Da das Hautmaterial bei der enzymatischen Behandlung keinen Hautaufschluss und keine Quellung erhalten hat und außerdem noch eine gewisse Menge an Haaren am Hautmaterial verblieben sind, muss ein Nachäscher angeschlossen werden. Dieser Nachäscher setzt sich zusammen aus Weißkalk und geringen Mengen an Anschauungsmitteln, hauptsächlich Schwefelnatrium. Letzteres wird in Mengen von 0,5 – 1 %, bezogen auf Hautgewicht, eingesetzt.
Die Dauer des Nachäschers richtet sich nach dem verwendeten Hautmaterial, aber vor allem nach der Lederart, die man daraus herstellen will und entspricht etwa derjenigen Dauer, die bei der Schwöde für den Nachäscher angegeben worden ist.
Beize
Die Behandlung der entkälkten Blößen mit speziellen Enzymen (Proteasen) ist für die Eigenschaften des Fertigleders von seiner Bedeutung her der Einwirkung des Äschers gleichzustellen. Die Beize erfolgt während oder gleich im Anschluß an die Entkälkung. Äußerlich zeigt sich die Beizwirkung durch ein Verfallen der Blößen. Dies wird auf eine Weiterführung der im Äscher begonnenen Faserisolierung zurückgeführt. Es werden die Keratinreste aus dem Narbenbereich entfernt und Grund und Gneist gelöst. Beizdauer und Intensität sind abhängig von dem Blößenmaterial und der daraus herzustellenden Lederart.
Gerbung und Nasszurichtung
- goldene Gerberregel
- Gerbung mit pflanzlichen und synthetischen Gerbstoffen
- Die Mineralgerbungen
- Sämischgerbung
- Aldehydgerbung
- Kombinationsgerbungen
- Falzen
- Nasszurichtung – Neutralisieren, Färben und Fetten
- Trocknung
- Stollen
- Hydrophobierung
An dieser Stelle ist zuerst die Frage zu beantworten, warum eine Gerbung durchgeführt werden muß. Die tierische Haut besteht in ihrem Grundaufbau aus Makromolekülketten – Polypeptidketten -, die durch Wasserstoffbrücken miteinander verbunden sind. Jeder Angriff – ob durch Mikroorganismen oder durch Anwendung hoherer Temperaturen führt zuerst zu einer Lösung dieser Brucken, die dabei die eigentlichen Schwachstellen des Feinstbaues der Haut darstellen. Das heißt also, daß die tierische Haut und genauso die Blöße beim Liegen im feuchten Zustand faulen und beim Erhitzen verleimen. Wird die Blöße aufgetrocknet, so lagern sich die im nassen Zustand sehr weichen Hautfasern so stark aneinander, daß eine Verklebung eintritt.
Die getrocknete Blöße wird hart und durchscheinend – transparent. Die durch die Arbeiten der Wasserwerkstatt eingeleitete Faserisolierung geht in diesem Zustand vorübergehend verloren, die Dichte der getrockneten Haut entspricht nahezu der wahren Dichte. Die Gerbung hat daher die Aufgabe, den Feinstbau der Haut durch das Einsetzen neuer Brücken zu festigen und im Gesamtaufbau die Isolierung der Einzelfasern und Faserbündel gegeneinander zu fixieren. Die Lederfaser wird dabei soweit versteift, daß beim Trockenvorgang keine Verklebung der Fasern mehr eintreten kann. Nach G. Reich ist das Leder in seinem Fasergefüge weich, weil seine Einzelfasern hart und versteift sind. Zur Gerbung werden chemisch sehr unterschiedliche Stoffe verwendet, die aber zwei Grundanforderungen zu erfüllen haben:
- Sie müssen die richtige Größe haben, um in die Bereiche der Elementarfasern und der Fibrillen eindringen zu können und sie müssen.
- mindestens zwei Bindungsmöglichkeiten besitzen, um eine Vernetzung der Makromolekülketten herbeiführen zu können.
Die Gerbstoffe lassen sich in folgende Gruppen einteilen:
- Die pflanzlichen und synthetischen Gerbstoffe,
- die Mineralgerbstoffe, wie Chrom, Zirkon und Aluminium,
- die Fettgerbstoffe aus Fisch- und anderen Seetierölen und
- die Aldehydgerbstoffe (Formaldehyd und Glutardialdehyd).
Bei dem Gerbvorgang kann in der grundsätzlichen Betrachtung von einer Zweistufigkeit ausgegangen werden. Zuerst tritt eine Quervernetzung in Abhangigkeit von der Größe der Gerbstoffe zwischen den Polypeptidketten (intermolekular) und in den Fibrillen (intrafibrillär) ein (Chromsalze, Aldehyde). Bei größeren Gerbstoffmolekülen der genannten Gruppen kommt es dann anteilig, bei pflanzlichen Gerbstoffen bevorzugt, zu Wechselwirkungen zwischen den Fibrillen (interfibrillär). Im weiteren Verlauf der Gerbung findet in der zweiten Stufe nach der inneren Faserstabilisierung bei entsprechender Prozeßführung unter Einsatz erhöhter Gerbstoffmengen eine Einlagerung anteilig gebundener Gerbstoffe und eine Faserumhüllung statt.
Während die erste Stufe durch den Einsatz relativ kleiner Gerbstoffmengen (z.B. 0,9 bis 1,25% Cr2O3; 6 bis 12% [bis 20 %] pflanzlicher Reingerbstoff) die Blöße soweit stabilisiert, daß sie nicht mehr fault oder verleimt, wird durch die zweite Stufe erst der eigentliche und nach außen spürbare Ledercharakter gebildet (bis zu 5 % Cr2O3;nahezu 50 % pflanzlicher Reingerbstoff). Die durch die Gerbung verfestigten Fasern lagern sich beim Trocknen eines nassen Leders nicht mehr zusammen. Das Leder trocknet mit erheblichen Luftzwischenräumen auf. Es kann in diesem Zustand nicht mehr die Härte und die Transparenz der aufgetrockneten Blöße erreichen.
Die Führung der Gerbung muß unabhängig vom eingesetzten Gerbstoff so verlaufen, daß zuerst kleinteilige Gerbstoffe in den Feinstbau der Haut eindringen und gebunden werden, und erst danach werden die größeren Gerbstoffmoleküle zur Bindung gebracht. Je besser dabei die Vorgänge der Diffusion und der Bindung voneinander getrennt werden können, um so schneller verläuft insgesamt die Gerbung.
Goldene Gerberregel
Die goldene Gerberregel besagt daher, daß die Angerbung der Blößen mit kleinteiligen und wenig adstringenten Gerbstoffen beginnen muß, um zuerst den Feinstbau der Haut durchzugerben, und daß die Ausgerbung mit großteiligen Gerbstoffen von hoher Adstringenz erfolgt.
Gerbung mit pflanzlichen und synthetischen Gerbstoffen
Die Gerbung mit pflanzlichen und synthetischen Gerbstoffen. Dazu werden die Gerbstoffe aus den Pflanzenteilen (Rinde, Holz, Blättern oder Früchten) extrahiert und die erhaltenen Extrakte zur Anwendung gebracht. Nur bei älteren Gerbverfahren (Altgrubengerbung) werden noch die zerkleinerten Gerbmaterialien direkt als Lohe (Eichenrinde und Fichtenrinde) verwendet. Die Gerbung erfolgt in Grubensystemen (Farbengang, Versenk, Versatz) im Gegenstromprinzip mit ansteigenden Gerbstoffkonzentrationen oder in Gerbfässern. Durch die Bewegung der Leder im Gerbfaß kann eine Gerbbeschleunigung erzielt werden.
Sehr oft wird auch die Kombination beider Systeme verwendet, wobei die Angerbung im Farbengang mit anschließender Ausgerbung im Faß erfolgt. Pflanzlich gegerbte Leder weisen in Abhängigkeit von der Farbe der verwendeten Gerbstoffe eine braune bis rotbraune Farbe auf. Die pflanzlichen Gerbstoffe werden nach ihrem chemischen Aufbau in zwei Gruppen eingeteilt, die Pyrogallolgerbstoffe (hydrolysierbar) und die Pyrokatechingerbstoffe (kondensierbar).
Bei der Herstellung von Buchbinderledern und bestimmten technischen Ledern ist es wichtig, daß nur Pyrogallolgerbstoffe verwendet werden, die gegen Oxidationen und auch aggressive Bestandteile der Luft bestandiger sind. Die synthetischen Gerbstoffe werden in Anlehnung an den Aufbau der pflanzlichen Gerbstoffe hergestellt und in ähnlicher Weise eingesetzt, wobei hier aber Gerbstoffgruppen von den Hilfsgerbstoffen bis zu den Austauschgerbstoffen unterschieden werden. Je nach Auswahl dieser synthetischen Gerbstoffe sind die Fertigleder braun bis farblos (weiß bei Einsatz synthetischer Weißgerbstoffe).
Da die Haut für die pflanzlichen und synthetischen Gerbstoffe eine Vielzahl von Bindungsmöglichkeiten (Wasserstoffbrückenbindungen) besitzt, ist es möglich, größere Mengen dieser, gegenüber anderen Gerbstoffen (den Mineralgerbstoffen usw.) relativ großen Teilchen zu binden. Dadurch sind, beginnend am fibrillären Feinstbau, die Zwischenräume ausgefüllt, so daß die Leder in Abhängigkeit von der Gerbintensität neben einer Gewichtszunahme eine erhöhte Formstabilität zeigen.
Die Mineralgerbungen
Die Mineralgerbungen. Die wichtigsten Gerbstoffe sind die dreiwertigen Chromverbindungen, die eine violette bis blau-grüne Farbe haben. Die Blößen müssen vor dem Einsatz der Chromgerbstoffe eine saure Reaktion (pH 3 bis 4) besitzen. Dazu werden sie im Pickel mit einer Lösung von Salz und Säuren vorbehandelt. Durch die konservierende Wirkung des Pickels sind Blößen in diesem Zustand länger haltbar. Sie können in diesem Bearbeitungsstadium weltweit gehandelt werden. Die bei dem Einbad-Verfahren eingesetzten Chrom (III)-Komplexe dringen schnell in die Blößen ein und werden dann durch Zugabe von alkalisch reagierenden Substanzen (das Abstumpfen) basischer eingestellt und intermolekular sowie intrafibrillär gebunden.
Durch die geringe Anzahl an gerbaktiven Gruppen (Carboxylgruppen) in der Haut kann gegenüber den pflanzlichen Gerbstoffen nur wenig Chrom gebunden werden. Chromleder sind daher im Vergleich weicher, dehnbarer und leichter. Die sich bildenden Quervernetzungen sind sehr stabil, so daß ausgegerbte Chromleder eine hohe Schrumpfungstemperatur (bis zur Kochgare) aufweisen. Als Zwischenverarbeitungsstufe kommen die Chromleder in diesem Zustand als Wet-blue-Leder in den Handel. Nur zur Herstellung von Ledern mit speziellen Eigenschaften wird das Chrom-Zweibad-Gerbverfahren eingesetzt.
Die Behandlung der Blößen mit Aluminiumalzen ergibt als Alaungerbung (Glacegerbung) keine echte Gerbwirkung, so daß die Leder nach einem Anfeuchten wieder hart und hornartig auftrocknen. In neuerer Zeit werden Aluminium-Komplexverbindungen hergestellt, die eine echte Gerbwirkung mit deutlicher Erhöhung der Schrumpfungstemperaturen zeigen. Zirkonverbindungen werden, wie auch die Aluminiumsalze, meist zur Nachgerbung eingesetzt.
Die sich bildenden Zirkon-Mehrkern-Komplexe werden durch verschiedene Wechselwirkungen an die Haut gebunden. Die mit Zirkon gegerbten Leder sind farblos (weiß) und zeigen in Abweichung zu den mit anderen Mineralgerbstoffen gegerbten Ledern eine erhöhte Formstabilität und Neigung zur Griffverfestigung. Daraus kann auf einen anderen Bindungsmechanismus der Zirkonsaize gegenüber Chrom geschlossen werden.
Sämischgerbung
Die Behandlung von Blößen mit Fisch- und anderen Seetierölen (Tranen) gehört zu den ältesten Gerbarten. Die verwendeten oxidablen Trane werden in die Blößen eingewalkt und in der Brut über Aldehydzwischenstufen gebunden. Die so hergestellten Leder sind sehr weich und zügig, was auch noch dadurch verstärkt wird, daß von den Blößen (von Wildfellen) der Narben meist vor der Gerbung abgestoßen oder bei Schaffellen abgespalten wird. Die gelben Sämischleder (Wildleder, Fensterleder) zeigen eine sehr starke Wasseraufnahmefähigkeit. Altsämischleder sind nur mit Tran gegerbt, während Neusämischleder eine Kombinationsgerbung erhalten haben (meist mit einer Aldehydvorgerbung und der Tranausgerbung).
Neusämischgerbung
Als weitere Fettgerbung ist die sogenannte Neusämischgerbung anzusprechen, bei der die Blößen, bevor sie mit Tran behandelt werden, eine Vorgerbung in einer 1 – 2 %-igen Formaldehydlösung bei einer Dauer von 24 Stunden durchlaufen. Danach sind die Blößen in einen Zustand versetzt, in dem sie den Tran alsdann schnell aufnehmen. Durch das nur sehr kurze Walken sind diese neusämisch gegerbten Leder sehr geschont worden. In Farbe und Reißfestigkeit übertreffen sie sogar die altsämischgegerbten; auch weisen sie eine höhere Schrumpfungstemperatur von 70 – 80° C auf.
Gegenüber basischen Flüssigkeiten erweisen sie sich sehr beständig. Diese Art der Gerbung ist besonders wichtig für Leder, die als Wasch- und Fensterleder häufig mit Seifenlösung in Berührung kommen.
Formaldehyd wird heutzutage nicht mehr verwendet.
Aldehydgerbung
Die Aldehydgerbung hat in neuerer Zeit durch den Einsatz von Glutardialdehyd verstärkte Verbreitung erfahren. Die leicht gelblichen Leder sind angenehm weich und waschbar. Dieser Aldehyd wird meist in der Kombination mit Chrom angewendet und hier besonders zur Herstellung waschbarer Leder (Schafpelzleder, Krankenhaus-Schaffelle).
Kombinationsgerbungen
Kombinationsgerbungen. Um Leder mit den jeweils verlangten Eigenschaften zu erhalten, können praktisch die gesamten Gerbstoffe in sinnvoller Weise kombiniert werden. Dabei spielt auch die Reihenfolge und die Menge der eingesetzten Gerbstoffe eine wichtige Rolle. Nur wenige Lederarten werden mit nur einem Gerbstoff gegerbt.
Falzen

Das Falzen, eine spanabhebende Bearbeitung, dient der genauen Dickeneinstellung des Leders. Dies wird auch nötig, wenn die Leder vorher gespalten worden sind. Obwohl es sich um ein reines Egalisieren handelt, ohne den beim Spalten möglichen tiefen Eingriff in das Hautfasergefüge, wird das Leder doch durch das Anschneiden der Fasern in seinen Festigkeitseigenschaften beeinflußt. Dieser Arbeitsgang bedarf daher der gleichen grundsätzlichen Überlegungen wie der des Spaltens. Beim Falzen von Spalten ist darauf zu achten, daß nicht durch ein zu starkes Falzen von der Fleischseite her ein Spaltleder mit Mittelspaltcharakter entsteht.
Nasszurichtung – Neutralisieren, Färben und Fetten
An die Gerbung schließen sich die Arbeiten der Nasszurichtung (Färbung,Fettung usw.) sowie nach der Trocknung mit der reinen Oberflächenbehandlung die eigentliche Zurichtung an. Pflanzlich gegerbte Leder werden nach der Gerbung kurz gespült, ausgereckt und vor oder nach der Trocknung gefettet. Je nach der Verwendungsart des Leders werden die Leder oberflächlich abgeölt (Sohlenleder), einer Streich- oder Schmierfettung auf der Tafel (Fahlleder) oder auch in getrocknetem Zustand einer Einbrennfettung (technische Leder) unterzogen. Zur Faserverdichtung und Glättung werden Leder für Sohlen unter hohem Druck gewalzt. Die mineralgaren Leder, und hier besonders die Chromleder, mussen zuerst nach dem Falzen im Faß gespült werden, um ungebundene Salze zu beseitigen. Danach erfolgt die Neutralisation, um die nach der Gerbung im Leder vorhandenen stark wirkenden freien Säuren zu entfernen.
In den meisten Fällen erfolgt dann eine Nachgerbung. Leder aus Kleintierfellen, die zu Velourbekleidungsleder verarbeitet werden sollen, müssen jetzt nach einer Vorfettung getrocknet, danach geschliffen und dann wieder angefeuchtet (aufbroschiert) werden. Die Leder werden dann mit in Wasser löslichen (Anilin-)Farbstoffen gefärbt, mit emulgierbaren Fettstoffen gefettet und getrocknet. Es ist wichtig, daß die Farbstoffe fest an die Lederfaser gebunden werden, und daß die Leder abschließend gut gespült werden, um ungebundene Farbstoffe ebenso zu entfernen wie noch im Leder vorhandene Satze.
Trocknung

Die Trocknung der Leder erfolgt im Anschluß an das Abwelken (Wringmaschine) und das Ausrecken. Bei den letztgenannten Arbeitsgängen wird ein großer Teil des kapillar eingelagerten Wassers entfernt, das Leder geglättet und in der Gesamtfläche gestreckt. Bei der anschließenden Trocknung ist darauf zu achten, daß das Leder keine Flächenschrumpfung erfährt. Das Trocknungsverfahren richtet sich nach der Lederart. So werden Bekleidungsleder auf Rahmen mit Klammern befestigt und unter ganz geringem Zug getrocknet. Möbelleder kommen ebenfalls auf Spannrahmen, werden beim Trocknungsvorgang aber stärker gespannt. Oberleder werden im Vakuumtrockner oder nach dem Kleben auf eine Glasplatte (pasten) getrocknet. Der Narben wird dabei geglättet.
Stollen
Die Faserverklebung beim Trocknen, die in geringem Umfang doch eintritt, wird durch den Stollvorgang gelöst.
Hydrophobierung
Anilinleder erhalten danach, je nach Verwendungszweck, eine hydrophobierende (wasserabstoßende) oder auch teilweise oleophobe (schmutzabweisende) Ausrüstung.
Die Zurichtung als Oberflächenveredelung
Oberflächenlackierung des Leders
- Zurichtung
- Aufbau der Zurichtung
- Auftrag von Zurichtmittel
Zurichtung
Die Zurichtung Sie erfolgt durch das Aufbringen von Schichten aus Kunststoffen, die Pigmente oder auch lösliche Farbstoffe enthalten können. Zur Herstellung von Semianilinledern werden die Zurichtschichten auch leicht angefärbt.
Die Aufgaben der Zurichtung sind:
- der Schutz der Lederoberfläche gegen chemische und mechanische Beeinflussungen,
- die Erzielung einer gleichmäßigen Oberflächenfärbung mit unterschiedlichen Glanzstufen,
- die Erzielung besonderer modischer Effekte auf der Lederoberfläche.
- Der Einsatzbereich der Leder wird vergrößert, und in vielen Fallen steigt der Gebrauchswert.
Aufbau der Zurichtung
Der Aufbau der Zurichtung, die in mehreren sehr dünnen Schichten aufgebracht wird, entspricht in etwa dem Aufbau der ursprünglichen Oberhaut. Die Grundierungsschichten müssen weich eingestellt sein und in die Oberfläche des Leders teilweise eindringen, um eine feste Verankerung zu gewährleisten. Alle weiteren Schichten werden eine immer härtere Einstellung haben, je weiter sie in den Finish-Bereich kommen. Eine Verdichtung der Schichten in sich und der Gesamtzurichtung erfolgt durch Bügelprozesse. Dabei können auch Prägungen des Narbens (Krokodilnarben usw.) vorgenommen werden.
Entscheidend ist, dass die innere Bindung zwischen den Schichten der Zurichtung vollständig ist, was nur dann erfolgen kann, wenn die auf dem Leder bereits vorhandene Schicht sich von dem nächsten Auftrag anquellen oder anlösen läßt. Die Gesamteinstellung der Zurichtung muß zu den vorhandenen Ledereigenschaften passen und auf den Verwendungszweck des Leders abgestellt sein. Dazu gehört auch die richtige Auswahl der Zurichtsubstanzen, wobei eine Normalzurichtung in der Grundierung sich auf Polybutadien, Polyacrylnitrile usw. aufbaut, während die Finish-Schichten aus Zellulosenitrat (Nitrozellulose) bestehen. Das auf der Lederoberfläche erst ausreagierende Polyurethan nimmt eine Sonderstellung bei den Zurichtstoffen ein, da die daraus hergestellten Deckschichten hohe Echtheiten aufweisen.
Auftrag von Zurichtmittel
Der Auftrag der Zurichtmittel kann aus wässriger Emulsion oder aus einer Lösung in organischen Lösungsmitteln erfolgen. Zu beachten ist auch, daß die Zurichtstoffe nach innerer und äußerer Weichmachung unterschieden werden können. Wenn die Zurichtungen mit äußerer Weichmachung direkt mit dem Leder in Berührung kommen – ohne eine Sperrschicht von Zurichtstoffen mit innerer Weichmachung -, dann können die äußeren Weichmacher in das Leder eindringen, so daß die zurückbleibende Zurichtschicht verhärtet.
Die Anfärbung der einzelnen Zurichtschichten kann nach der Farbe und deren Intensität unterschiedlich sein. Wichtig ist, daß die Finish-Schicht möglichst keine löslichen Schönungsfarbstoffe enthält, die zur späteren Migration neigen können. Je dicker die Zurichtung ist, z.B. bei der Fertigstellung korrigierter Leder oder Spaltleder, um so mehr ist sie durch ihre innere Festigkeit als Eigenindividuum anzusehen.
Altgrubengerbung – die traditionelle Gerbung mit Eichenrinde
Stefan Banaszak
Verschwindend gering ist die Zahl der Altgrubengerber weltweit. Nachdem die Verfahrenstechnik der Altgrubengerbung fast ausgestorben ist, scheint das Wissen über das Gerben der Leder auf diese Art und Weise erst jetzt bei der Bevölkerung angekommen zu sein. Besser gesagt, die Altgrubengerbung ist wieder in das Bewußtsein der Menschen übergegangen, beinahe nach fast 100 Jahren Stille um die Altgrubengerbung. Auch bei aktuelleren Umfragen oder in Diskussionen stellt sich immer wieder heraus, daß das Gerben in einer Grube ein wohl normales und gebräuchliches Verfahren darstellt.
Es ist verwirrend, wenn nach 30 000 Jahren der Altgrubengerbung dieses Verfahren weitgehend durch moderne schnellere Verfahren ersetzt wird, deren Ergebnis aber am Qualitätsstandard der Altgrubengerbung gemessen wird. Die Schuhmacher achten auch heute noch den Altgrubengerber und sein Leder. In der Gesellschaft galt und gilt der Gerber als Außenseiter, den man gerne an die Außenseite der Stadtmauern verwies. Auch heute noch müssen Gerbereien aus den um sie herum wachsenden Wohngebieten aussiedeln. Das Bild des Gerbers im Bewußtsein der Menschen wird geprägt durch die körperlich schwere Arbeit im Umgang mit den leicht verderblichen tierischen Häuten, die als Abfall angesehen werden.
Es erscheint kaum glaubhaft, daß altgrubengegerbte Leder für die vielen Einsatzbereiche wie Schuh-, Stiefel-, Sohlen-, Schürzen-, Taschen-, Geschirr-, Gürtel-, Riemen-, und Dichtungsleder und vielen anderen wichtigen alltäglichen Gebrauchsgegenstände verwendet wurden. Ebenso wenig glaubhaft erscheint die Tatsache, das all diese Lederarten gemäß der Altgrubengerbung mittels harter, getrockneter Eichenrinde aus blutigen Häuten und Fellen entstehen. Das fertige Leder gilt dann wieder als ästhetischer Genuß. Die Vorstellung aus einer Ziege ein samtweiches dehnbares Handschuhleder oder aus derselben Haut ein standiges formbeständiges zähes Schuhoberleder, oder sogar ein pergamentartiges Rohhautleder für Lampenschirme zu machen, beeindruckte die Verbraucher über viele tausend Jahre sehr.
Das ist heute zweifellos anders. Es gibt eine Vielzahl von Ersatzmaterialien für Leder, die vielleicht nicht so langlebig sind, aber neben einem günstigeren Preis auch noch andere Vorzüge aufweisen können. Bewundernswert am Leder ist der Rohstoff Haut. Gerade durch die dreidimensionale Verflechtung des Hautfasergefüges kann der Gerber mit verschiedene Behandlungsmöglichkeiten Leder mit den unterschiedlichsten Eigenschaften herstellen. Aber immer ist der Rohstoff Haut Ausgangsmaterial, und das Endprodukt ist Leder. Eben darum spielt Leder in unserem heutigen Alltag noch immer eine wichtige Rolle. Die oben genannten Beispiele der verschiedenen Lederarten gibt es noch immer als alltägliche Gebrauchsgüter. Sie sind selbstverständlich da und erfüllen die Erwartungen des Verbrauchers.
Die Altgrubengerber haben bis heute an ihrer lange bewährten Technologie festgehalten, obwohl die ganz besonderen Anforderungen und der steigende Bedarf an hochwertige Ledersohlen, einen starken Wettbewerb unter den Altgrubengerber ausgelöst hatte.
Nicht nur die notwendige Zeitspanne der Gerbung von mind. 1 Jahr, sondern auch die besondere Behandlung der Häute in dieser Zeit machen ein edles hochwertiges Sohlenleder aus. Erkennbar ist die außerordentlich hochwertige Qualität am Stempel der Altgrubengerber. Die besonders guten Altgrubengerber haben durch Ihren Stempel Ihren Markennamen verbreitet. Die genauen Abläufe einer Produktion wurden nicht nur vor Außenstehenden geheim gehalten, sondern oft auch vor den eigenen Mitarbeitern. Das ist zum Teil heute noch so, daß die Mitarbeiter selber nur in Teilbereiche der Produktion Einsicht haben.
In früheren Zeiten gaben die Meister nur mündlich und kurz vor der Zugabe Mengenangaben für Gerbstoffe und Chemikalien an die Mitarbeiter für die jeweilige Situation an. Besonders beim Überprüfen einzelner Arbeitsgänge mußte auf die Freigabe und Meinung der Meister gewartet werden. Manche Mitarbeiter hatten gelegentlich das Gefühl, daß die Anweisung des Meisters unterschiedlich war, oder irgendwie abhängig von der jeweiligen Tagesverfassung. Aber das Ergebnis Leder verteidigte die Erfahrung der Meister und Ihrer manchmal alchimistischen Verhaltensweisen.
Gerade bei den Altgrubengerbern war das Schmecken der Brühen eine normale analytische Prüfmethode der chemischen Prozesse. So wurde und wird manchmal noch der pH – Wert der sauren Gerbstofflösungen, sowie die Adstringenz, bzw. der ansteigende Gerbstoffgehalt durch das Schmecken mit der Zunge geprüft. Je saurer der Geschmack, desto niedriger der pH – Wert. Je mehr sich beim Schmecken die Zunge zusammenzieht, desto frischer und reicher an Gerbstoff, bzw. Tannin ist die Gerbbrühe. Genau wie bei einem Wein. Das Schmecken des pH – Wertes und der Adstringenz war genauso wie das Kauen der Eichenrinden eine wichtige analytische Prüfung zur Ermittlung des Gerbstoffanteils in der Rinde.
Das Fühlen der Temperatur mit dem Handballen, sowie das Riechen an der Gerbbrühe war eine gebräuchliche Methode. Die genaue Betrachtung der Gerbbrühe auf Trübung, Flockung oder organische Bestandteile machte die langjährige Erfahrung der Gerbermeister unentbehrlich. Daran hat sich heute, trotz vieler und hochmoderner analytischer Geräte, nichts geändert. Die analytischen Meßgeräte sind heute selbstverständlich ebenso im Gebrauch und werden zum größten Teil zur Qualitätssicherung und Prozeßsicherheit eingesetzt.
Dennoch braucht man bei der Altgrubengerbung viel Erfahrung, eine gute Nase und wache Augen, um das Fortschreiten des langwierigen Prozesses der Altgrubengerbung zu verstehen und zu kontrollieren.
Insbesondere die Altgrubengerber formten den Spruch: Gar meisterlich hat er gegerbt
Sicher war der Spruch treffend, wenn nach über 1 – jähriger Verweilzeit in den Gerbgruben ein Leder von höchster Qualität und Zähigkeit zum Vorschein kam. Vor allem diese Zähigkeit war es, warum die Lohgerber schon sehr früh bei der Produktion von Unterleder auf die Birkenrinde verzichteten. Die Leder, die in der Regel mit der bekanntesten ihrer Art, der nordischen Birke, [*1]bitula pubescens, gegerbt wurden, waren nicht sehr zäh sondern eher weich und damit für die Produktion von Oberleder besser geeignet.
In den letzten 70 Jahren hatte die Gerbung mit Birkenrinde, und das so entstehende Oberleder an Bedeutung verloren und ist fast ganz verschwunden. So spielt die Eichenrinde für die Altgrubengerbung wohl die wichtigste und bedeutendste Rolle. Besonders dann wenn die Eichenrinden aus Eichenschälwäldern kommen, ist der Gerber außerordentlich an diesen Rinden interessiert. Die Rinden dieser im Frühjahr laubfreien Bäume haben einen sehr hohen Gerbstoffgehalt und ergeben ein hellbraunes Leder, wenn die Rinden kalt extrahiert werden und keine Auslaugung zwischen 90 und 100 °C erfahren.
Durch diesen Vorgang wird wohl der meiste Gerbstoff herausgeholt, aber die Lederfarbe wird dann deutlich dunkler. Die Rindenschälwälder aus dem Saarland und Luxemburg lieferten die beliebtesten Rinden. Die gut kontrollierten und sehr gepflegten Schälwälder bieten ein dauerhaftes, hochwertiges Angebot an Rinde, welche einen Gerbstoffgehalt von Ø 10-15 % übersteigen kann. Der Gerber, der diese Rinde einsetzt, verwendet die Namen Spiegelrinde oder Glanzrinde dafür. Er erkennt die hellgraue, fast grünliche Farbe der Rinde mit einem gewissen Glanz auf der Außenseite sofort als Zeichen für eine hochwertige Rinde.
Der Gerbermeister der dann ein bißchen Rinde, entnommen unter der grünen Randschicht kaut, kann dadurch die Qualität der Rinden letztendlich genauer bestimmen. Der hohe Gerbstoffgehalt erzeugt einen mehr oder weniger zusammenziehenden sauren Geschmack. Die eigentliche Altgrubengerbung ist in Ihrem Ablauf durch die Tradition festgelegt. Dennoch hat der Gerber, wenn er das Gütesiegel des Altgerberverbandes nutzen will, vorgeschriebene Verfahrensweisen zu beachten. Denn nur mit dem „Gütesiegel“ wird garantiert, daß das gefertigte Leder von höchster Qualität ist.
Um den begehrten Altgerber-Gütestempel verwenden zu dürfen, wird nur die besonders gute rote Rohware, bestehend aus Kuh-, Rinder- und Ochsenhäuten zugelassen. Bullenhäute , sowie Schuß und Abdeckerhäute gelten als minderwertig und dürfen nicht zum Einsatz gelangen.
Wildware darf nur verwendet werden, wenn diese ebenfalls von guter Qualität und nicht als getrocknete Rohware eingearbeitet wird. In den sogenannten „Wasserwerkstattarbeiten“, also den Arbeiten im nassen Zustand an der noch nicht gegerbten Haut, darf die Haut nicht in Ihrer Leder gebenden Substanz verändert werden.
Das geschlossene Hautfasergefüge muß erhalten bleiben. Die Herkunft des Wassers,Quelle oder Brunnen, sowie die Temperatur ist genau definiert und muß im Weichprozess der meist salzkonservierten Häute eingehalten werden. Dieser „Weichprozess“ befreit die Haut zunächst von Schmutz und Blut, sowie dem Konservierungssalz. Das Hautmaterial soll seine ursprüngliche Weichheit, wie am lebenden Tier, zurück erhalten. So ist gewährleistet, daß der nachfolgende „Äscher“ die Haare der Tierhülle vollständig entfernen kann.
Im „Äscher“ werden durch Kalk und Schwefelnatrium die Haarwurzeln gelöst. Danach kommen die Häute zum „Streichen“. Hierbei wird die ehemalige Haarseite, die Narbenseite, mit einem stumpfen Messer, dem Streicheisen, von Hand oder maschinell ausgearbeitet. Dadurch werden restliche Haarwurzeln aus der Narbenseite entfernt. Die nun nackte Haut wird jetzt „Blöße“ genannt und muß entfleischt werden.
Die ehemals zum Körper gewachsene Hautseite, die Fleischseite, wird von noch anhaftendem Fett und Geweberesten befreit. Nun hat die Tierhülle, die Blöße, nur noch Leder gebende Substanz. Nach der Entkälkung, der Entfernung, bzw. Neutralisation der alkalischen Kalkreste aus dem Äscher, kann die eigentliche Altgrubengerbung beginnen.
Das Prinzip der Altgrubengerbung ist eigentlich einfach zu verstehen, obwohl das bei einem Besuch in einer Altgrubengerberei in den großen weitläufigen Hallen nicht sofort erkennbar ist. Man sieht eine Unmenge an Gruben deren Reihenfolge, bzw. Anordnung nicht auf einen hochkomplizierten und kontrollbedürftigen Produktionsablauf schließen läßt. Die meisten Besucher einer solchen Gerberei meinen bei diesem Anblick:
Ach, da liegen die Leder in der Grube
Erstens sind es viele Gruben und zweitens heißt es zunächst Farbengang, in dem die Blößen hängen, nicht liegen.Als Leder darf man die leicht angegerbten „Blößen“ in den ersten Gruben des Farbengangs noch nicht bezeichnen. Wichtig ist, daß im Farbengang die Blößen nur in den äußeren Schichten angegerbt werden. Der Farbengang ist die direkte Umsetzung der goldenen Gerberregel. Diese besagt, daß man mit ausgelaugten, schwach sauren, wenig Gerbstoff enthaltenden gebrauchten Gerbrühen die Gerbung beginnt.
Zum Ende des Farbengangs werden Gerbbrühen mit ansteigendem Gerbstoffgehalt verwendet. Deshalb wird diese Gerbweise auch als Gegenstromprinzip bezeichnet. Bei der Altgrubengerbung wird aber im Farbengang keinesfalls ausgegerbt, sondern eben nur angegerbt. Mit ansteigendem Gerbstoffgehalt werden die Farben, also die Gerbbrühen, saurer. Die Blößen erhalten im Farbengang schon fast ihre endgültige Farbe, aber noch lange nicht die gewünschte Festigkeit. Je nach Betriebsgröße, besteht der Farbengang meist aus 7 oder 14 rechtwinkligen Gruben, in denen die Häute eingehängt werden.
Zur Angerbung, sowie zur späteren Ausgerbung werden ausschließlich die gemahlenen Eicheln (Valonea) und gemahlenen Rinden der Fichten, Eichen oder Mimosa verwendet. Hauptsächlich aber wird die Eichenrinde als Gerbstoff eingesetzt. Der Angerbungszeit im Farbengang beträgt ca. 7 – 14 Tage.
Ist die Angerbung in den Farben erfolgt, werden die halbgaren, leicht angegerbten Blößen in den Versenk gebracht. In rechtwinkligen aber gegenüber den Gruben im Farbengang größeren Gruben werden die nun bräunlich gewordenen angegerbten Blößen auf einen Lattenrost aufgelegt. In diesen Gruben, die zu ca. 2/3 mit frischen Wasser oder mit den ausgelaugten Gerbbrühen der Farben gefüllt sind, wird jeweils eine Schicht Lohe, also fein gemahlene Rinde und jeweils eine Blöße aufgelegt. Mit ansteigendem Gewicht der auf den Lattenrost aufgebrachten Lohe – Blößen Schichten sinkt der Lattenrost bis auf den Boden der Grube, so daß diese jetzt gefüllt ist.
Diese Art des Versenks wird ein bis zweimal wiederholt. Jede Haut bekommt etwa 20 – 25 kg gemahlene Rinden, die Lohe, aufgestreut. In den Versenkgruben verweilen die jetzt auf den Lattenrost liegenden Blößen jeweils ca. 14 – 21 Tage.
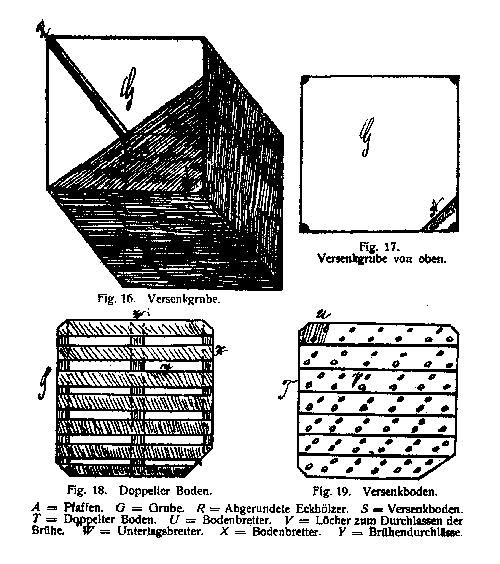
Die so im Versenk behandelten Blößen dürfen nun Leder genannt werden. Allerdings sind die Festigkeiten, die ein altgrubengegerbtes Sohlenleder aufweisen muß, immer noch nicht vollständig erreicht. Im Anschluß an ein oder zwei Versenke kommt der Versatz. Der Versatz wird ebenfalls in einer Grube, ähnlich den Gruben des Versenks, durchgeführt.
Hier aber werden die ausgebreiteten Leder zur vollständigen Ausgerbung mit frischer Lohe, bevorzugt Eichenlohe und Valonea, bestreut und in diesem Wechsel die Grube gefüllt. Erst jetzt wird frische, gerbstoffreiche Brühe zugegeben um Sicherzustellen, daß der Gerbstoff aus der Lohe in das Leder wandert. Je nach Betriebsgröße und Durchfluß an Material können mehrere Versätze mit steigendem Gerbstoffgehalt erfolgen.
Je höher der Anteil an Gerbstoff und Eichenlohe, desto kräftiger und intensiver die braune, unverwechselbare Eigenfarbe der Sohlleder. Diese Prozedur dauert mehrere Monate.
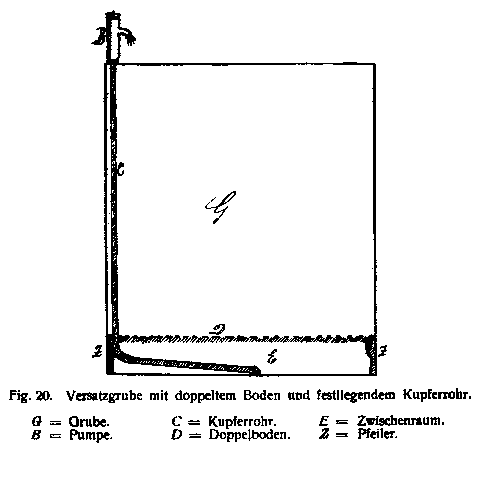
Das nun fertig gegerbte Sohlenleder wird als lohgar bezeichnet. Die Gerbstoffstärke der Brühen, sowie die Art des Gerbstoffs und die Durchführung wird durch die Satzung des Altgerberverbandes genau festgelegt. So darf das Streumaterial im Versenk nur aus Eichen- und Fichtenrinde bestehen. Wobei der Eichenrindenanteil nicht weniger als 40 % betragen darf. Beim Versatz müssen mindestens 66 % der Reingerbstoffmenge Rindengerbstoffe sein, vorwiegend aber aus Eichenrinde bestehen. Bereits extrahierte, pulverförmige pflanzliche Gerbstoffextrakte dürfen nur bis maximal 10 % mitverwendet werden. Mineralgerbstoffe oder andere Zellulose – Extrakte dürfen nicht eingesetzt werden. Zur Verwendung als Gerbmittel darf nur Eichenrinde, Fichtenrinde, Valonea, Trillo und Mimosarinde eingesetzt werden. Die Gerbdauer beträgt mind. 9 – 18 Monate.
Jegliche Beschwerung durch Fremdstoffe während der Gerbung der Leder ist verboten. Da die Sohlleder nach Gewicht verkauft werden, wird eine hohe Strafe für eine derartige Verletzung der Satzung fällig. Wenn die Sohlleder fertig gegerbt sind, werden diese einige Zeit gewässert und kommen zur Trocknung. Nach dem Trocknen muß das Sohlleder gewalzt werden. Durch das Walzen mit hohem Druck wird das Leder komprimiert und zeigt danach seine eigentlichen Festigkeiten. Es entsteht ein natürlicher Glanz auf der Narbenseite mit einem glatten Aussehen.
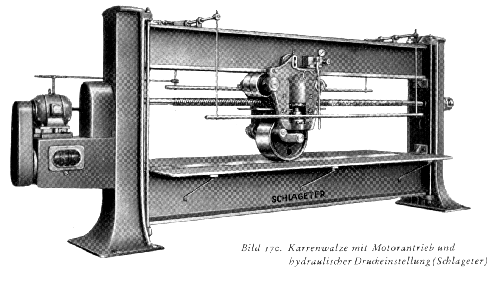
Aldehydgerbung Glutaraldehydgerbung
Infolge ihres geringen Füllvermögens hat die Aldehyd-Gerbung als Alleingerbung nur sehr geringe Bedeutung erlangen können, während sie in Verbindung mit anderen Verfahren häufiger angewandt wird. Wird sie als Vorgerbung mit der pflanzlichen Gerbung kombiniert, erfährt letztere eine Beschleunigung des Gerbprozesses. Als Vorgerbung zur nachfolgenden Sämischgerbung führt sie zur Abkürzung des Gerbverfahrens, zu einer Erhöhung der Alkaliresistenz sowie zur Verbesserung der Färbbarkeit dieses Leders. Bei Einsatz in der Glacégerbung wird die Wasserbeständigkeit dieses Leders erhöht. Auch bei der Pelzzurichtung spielt die Mitverwendung von Aldehyden eine bemerkenswerte Rolle.
Die Vorbehandlung von Blößen in neutraler oder schwach alkalischer Lösung mit einer Formaldehydmenge (Formalinlösung) von 1 – 2 %, berechnet auf Blößengewicht, verleiht dem Leder besonders gute Zugfestigkeitseigenschaften. Formaldehyd wird zur Gerbung heutzutage nicht mehr eingesetzt.
Bei der Aldehydgerbung spielt auch der Einsatz des Glutardialdehyds (im Handel als 25 – 50 %-ige Lösung), der in seiner Gerbwirkung den Formaldehyd übertrifft, eine besondere Rolle. Meist in Kombination mit anderen Gerbstoffen eingesetzt, werden Leder erhalten, die sich vor allem durch Schweiß- und Waschechtheit auszeichnen.
Hospitalfelle – Medizinalfelle – Relugan Gerbung – gelbe Gerbung
Die Aldehydgerbung, bzw. die Gerbung mit Glutaraldehyd (Glutardialdehyd) erfolgt i. d. R. während der Lederherstellung an der noch ungegerbten Blöße. Die üblicherweise eingesetzten Mengen an Glutardialdehyd und die pH-Wert Führung erlauben eine nahezu vollständige Auszehrung und Ausreaktion des adstringenten Glutardialdehydes. Besonderes Migrationsverhalten, verbliebenes Restaldehyd etc., Unverträglichkeit durch entsprechend gegerbtes Leder sind nicht bekannt. Besondere Merkmale dieser Gerbung, die meist in Kombination mit anderen pflanzlichen oder mineralischen Gerbstoffen erfolgt, sind die besondere Schweißechtheit und Waschbarkeit der sehr stabilen Gerbung.
Daher wird insb. die Alleingerbung von Schaffellen mit Glutardialdehyd als „Medizinalgerbung“, „Waschechtgerbung“, „Hospitalfellgerbung“, „gelbe Gerbung“, „Relugan Gerbung“, bezeichnet, da die besondere Waschbarkeit und Hautunempfindlichkeit besonders vorteilhafte Auswirkungen hat. Daher die Verwendung als waschbares Bettfell oder Liegefell.
Fettgerbung
Fette und Öle gehören zu den am frühesten bekannten Mitteln, tierische Haut beim Auftrocknen weich und geschmeidig zu erhalten und ihr gleichzeitig eine gewisse Widerstandskraft gegen Wasser und verminderte Fäulnisfähigkeit zu erteilen. Trotzdem kommt nur einer beschränkten Anzahl von pflanzlichen und tierischen Ölen und Fetten wirkliche Gerbwirkung zu. Unverseifbare, mineralfettartige Substanzen gehen als Kohlenwasserstoffe infolge ihres chemisch indifferenten Verhaltens weder haupt- noch nebenvalenzartige Bindungen mit der Hautsubstanz ein und werden nur mechanisch in den Lederfaserzwischenräumen eingelagert.
Sie lassen sich durch Extraktion restlos wieder aus dem Lederfasergefüge entfernen, ohne dass die Art des Fettungsprozesses, die Menge der eingebrachten Substanzen oder die Art der Lagerung des gefetteten Leders einen Einfluss auf die Extrahierbarkeit ausüben. Bei den verseifbaren tierischen und pflanzlichen Fettstoffen ist die Intensität der Bindung an die Hautsubstanz unterschiedlich, und nur bei sehr wenigen Produkten wird ein ausgesprochener Gerbeffekt erreicht, obwohl eine gewisse Reaktionsfähigkeit der Fettsäuretriglyceride mit pflanzlich gegerbter Lederfaser, vor allem aber mit Chromleder, sehr viel häufiger vorhanden ist. Das Fett der Landsäugetiere hat fast keine gerbende Wirkung auf Hautsubstanz. Solches in die Haut eingebrachte Fett lagert sich zwischen den Lederfasern ein, übernimmt die Rolle des Quellungswassers, wirkt als Schmiermittel zwischen den Hautfasern und macht sie gegeneinander verschiebbar. Nach der Extraktion des eingelagerten Fette wird aber die Blöße in ihrem ursprünglichen Zustand wiedererhalten.
Anders verhalten sich die Öle von gewissen Meeressäugetieren und Fischen, die Trane, die einen mehr oder weniger hohen Gehalt an ungesättigten Glyceriden aufweisen, aber auch ungesättigte vegetabilische Öle, wie Leinöl, Rüböl, die eine ausgesprochene Gerbwirkung unterschiedlicher Intensität auszuüben vermögen. Nicht jedes ungesättigte Öl ist für eine Gerbung gleich geeignet, z. B. besitzt Olivenöl trotz seines ungesättigten Charakters kein Gerbvermögen, während Haitran, Waltran, Robbentran und insbesondere Dorschlebertran gerbende Wirkung besitzen. Trane mit einer Jodzahl zwischen 120 und 160 sollen für eine Fettgerbung geeignet sein, während bei Jodzahlen unter 120 das Reaktionsvermögen für eine Gerbung als zu gering, bei Jodzahlen über 160 als zu stark angesehen wird.
Das Gerbvermögen verschiedener Tranarten gemessen an der Menge unextrahierbar von der Haut gebundenen Fetts, weist bei Gerbtemperaturen von 30 °C keine größeren Unterschiede auf, wohl aber sind bei Steigerung der Temperatur auf 60°C bei einzelnen Tranen erhebliche Steigerungen des Gerbvermögens festzustellen. Dabei darf die Jodzahl eines Trans allein nicht als Maß für die gerbenden Eigenschaften angesehen werden, da bei gleichen Jodzahlen bis zu doppelt so große Gerbwirkung ermittelt wurde. Die Angabe, dass eine hohe Säurezahl neben ausreichender Jodzahl Vorbedingung für eine brauchbare Gerbwirkung von Fetten sei, wurde widerlegt.
Chemie der Fettgerbung
Die Anschauungen über den Ablauf des Fettgerbungsprozesses haben manche Wandlung erfahren, restlos ist die Chemie der Fettgerbung noch nicht geklärt. Das gerbende Prinzip der Fettgerbung in den ungesättigten freien Fettsäuren mit mindestens zwei Doppelbindungen und deren Überführung in Oxifettsäure zu erblicken. Bei der Oxidation sollen die Doppelbindungen im Fettsäuremolekül unter Bildung von Peroxidbrücken aufgespalten werden, ein Teil des entstehenden Di-Peroxids soll mit den Aminogruppen des Kollagens reagieren und der Rest eine molekulare Umlagerung unter Bildung von Oxigruppen erleiden.
Fahrion erklärt die Fettgerbung als rein chemischen Vorgang, bei welchem die Hautfaser die Rolle der Base, die teilweise oxidierte Tranfettsäure die Rolle der Säure spielt. Mitwirkung der Luft ist notwendig, Licht wirkt beschleunigend. Die Fahrionsche Theorie der Peroxidbildung während der Fettgerbung konnte durch die Feststellung während der Fettgerbung stark zu einem Maximum ansteigender und dann wieder abfallender Peroxidwerte des Fettes eine erneute Stütze finden.
Nach L. Meunier wird die Gerbwirkung der Trane durch Fettsäuren mit vier Doppelbindungen bedingt, von denen mindestens zwei sich unter Sauerstoffaufnahme in Peroxide umwandeln müssen. Für eine gute Fettgerbung sind die Tranfettsäuren mit ihren vier oder fünf Doppelbindungen geeigneter als Rüböl oder Leinöl. B. N. Mathur vertritt die Anschauung, dass sich der Prozess lediglich zwischen den Molekülen des Kollagens, der ungesättigten Fettsäuren und des Wassers derart abspielt, dass zuerst die durch Hydrolyse des Öls gebildete Fettsäure durch Einwirkung von Wasser ohne Mitwirkung des Luftsauerstoffs in Oxifettsäure übergeht und diese Oxifettsäure dann unter Wasseraustritt mit einer Aminogruppe der Haut reagiert. Die Stellung der Doppelbindungen in den ungesättigten Glyceriden eines Öls, insbesondere ihre Entfernung von der Carboxylgruppe, soll dabei einen wichtigen Einfluss auf dessen Gerbwirkung ausüben.
Im Gegensatz zu W. Fahrion bestreitet N. Mathur die Bildung der Oxisäuren durch Autoxydation mittels Luftsauerstoffs, während andererseits wiederum gezeigt werden konnte, dass nur in sauerstoffhaltiger, feuchter Luft ein einwandfreier Gerbeffekt erreicht wird und die Oxidationsgeschwindigkeit von Tranen nach Einbringen in die Hautblöße als Maß zur Beurteilung der Gerbfähigkeit angesehen wird. Obwohl die Entstehung erheblicher Mengen Oxifettsäuren bei der Sämischgerbung als feststehend angesehen werden kann, scheint eine Wechselwirkung zwischen den basischen Gruppen der Haut und den Oxifettsäuren in keiner Weise erwiesen und wenig wahrscheinlich. Degras besitzt trotz gegenüber den ursprünglichen Tranen stark erhöhtem Gehalt an Oxifettsäuren kein Gerbvermögen. Da eine nennenswerte Verminderung des Aminstickstoffs der Haut durch Sämischgerbung nicht festgestellt werden kann, wurde auch eine esterartige Verbindung zwischen Oxifettsäuren und den Carboxylgruppen der Haut in Erwägung gezogen.
Nach G. Vago, J. Reti und P. Varga ist im Verlauf der Sämischgerbung die Möglichkeit gegeben, dass die ungesättigten Verbindungen des Trans mit den infolge Autoxidation aus Hydroperoxidgruppe und freien Fettsäuren entstehenden Persäuren Epoxyverbindungen ergeben.
Diese Epoxyverbindungen gehen zwar zum großen Teil in nichtgerbende Oxifettsäuren über, können sich aber zum Teil auch gerbend mit dem Kollagen verbinden. Fettgerbung soll nur an einwandfrei entkälkten Blößen im pH-Gebiet 5,5-6 möglich sein, während von anderer Seite ein nennenswerter pH-Einfluss bei der Fettgerbung verneint wird. Nach V. Czepelak ist indessen eine durch das nachträgliche alkalische Auswaschen erreichte neutrale oder schwach alkalische Reaktion zur Erreichung eines Gerbeffekts Voraussetzung. P. Chambard und L. Michallet betrachten den Fettgerbprozess als aus zwei Phasen bestehend.
Die erste Phase einer chemischen Reaktion zwischen Hautkollagen, freien Fettsäuren eines oxidierbaren Öls, Sauerstoff und Wasser bedeute die eigentliche Gerbung, die zweite Phase einen Adsorptionsvorgang neutraler oxidierter und polymerisierter Glyzeride und Fettsäuren, durch den das fettgare Leder seine charakteristischen Eigenschaften erhalte. A. Künzel und Th. Nungesser nehmen in Anlehnung an die erstmalig von H . R. Procter geäußerte und von M. P. Balfe wieder aufgegriffene Aldehydgerbungstheorie der Sämischgerbung an, dass bei der Autoxidation von Gerbertranen als Oxidationsprodukt von hochungesättigten Fettsäuren in erster Linie kurzkettige Dialdehyde wie Glyoxal, außerdem auch einfache ungesättigte Aldehyde wie Acrolein und Crotonaldehyd entstehen, die zum größten Teil von der Hautsubstanz gebunden werden. Die Glycerinkomponente des Trans liefert unter den Bedingungen der Tranoxidation kein Acrolein. Eine chemische Bindung von Fettsäuren an die Hautsubstanz wird als unbewiesen und unwahrscheinlich angesehen.
Daneben sollen aber auch Polymerisationsprodukte von oxidierten Fettsäuren eine gewisse Rolle spielen, indem sie einen feinen Film um die Hautfasern herum bilden, der durch Fettlösungsmittel nicht extrahiert werden kann. Neuestens stellt F. Elsinger fest, dass bei der Autoxidation von Sämischtranen eine Vielzahl von Carbonylverbindungen entsteht und keineswegs vorzugsweise Acrolein.
Da eine Acroleingerbung eine so starke Erhöhung der Schrumpfungstemperatur der Blöße verursacht, wie sie bei der Trangerbung nie erreicht wird, kann sie nicht maßgeblicher Faktor der Trangerbung sein. V. Czepelack führt den Gerbeffekt auf zweierlei Gerbwirkungen zurück, die Gerbwirkung des eigentlichen Trangerbstoffs, einer Verbindung von Aldehyden mit oxidierten Fettsäuren, welche ein weiches und zügiges Leder liefert, und die Gerbwirkung von Aldehyden, die ein hartes und blechiges Leder liefert.
Die Qualität des Sämischleders ist davon abhängig, in welchem Ausmaß die eine oder andere Gerbart vorherrscht. Ähnliche Ansichten wurden auch von R. Airoldi vertreten. Über den Verlauf der Polymerisation ungesättigter Fette bei der Autoxydation bestehen zahlreiche Theorien, wobei die Meinungen über das Verhalten der Trane mit einfach ungesättigten Fettsäuren und solchen mit konjugiert ungesättigten Fettsäuren noch auseinandergehen.
Fettgerbung: Zu den historisch ältesten Gerbmethoden zwecks Konservierung der tierischen Häute zählt die Behandlung mit tierischen Fetten. Die damit hergestellten Produkte unterliegen zwar nicht mehr der natürlichen Zersetzung, besitzen aber nicht in jedem Fall lederartige Eigenschaften. Es sind nur diejenigen Fettstoffe imstande, Haut in Leder zu verwandeln, die zur Oxydation neigen und dabei austrocknen.
So haben die Fette der Landsäugetiere keine gerbende Wirkung, dagegen ist den Fettstoffen mit ungesättigten Anteilen (Glyceriden) wie Leinöl, Tran, Rüböl und anderen Ölen ein ausgesprochenes Gerbvermögen zuzuschreiben. Durch die Behandlung der Haut mit Fettstoffen der erstgenannten Art, wie Talg, Stearin, entsteht das sogenannte fettgare Leder, während man bei der Verwendung von Fettstoffen mit ungesättigten Glyceriden (Tranen) Sämischleder erhält.
Hilfsgerbstoffe
Diese Gruppen von synthetischen Produkten können nicht allein zur Gerbung eingesetzt werden, aber in Verbindung in geringen Anteilen mit pflanzlichen Gerbstoffen verarbeitet, die Gerbwirkung und auch das Fertigleder günstig beeinflussen. Insbesondere ermöglichen sie ein rasches Eindringen der Gerbstoffteilchen in die Haut, da sie auf die in den starken pflanzlichen Gerbbrühen reichlich vorhandenen großen Gerbstoffteilchen verkleinernd bzw. lösend wirken, womit also eine raschere Durchgerbung und damit eine Abkürzung der Gerbdauer erreicht wird.
Zugleich tritt eine Verminderung der Schlammbildung sowie der Gerbstoffverluste auf. Die synthetischen Hilfsgerbstoffe sind über ihre die Gerbung fordernden Eigenschaften hinaus ausgezeichnete Dispergierungsmittel für pflanzliche Gerbstoffe. Da sie außerdem meist fungizide Eigenschaften besitzen, unterbinden sie das Wachstum des Schimmels auf Gerbbrühen und vermindern auch dadurch Verluste an Gerbstoff.
So erreicht man bei Mitverwendung synthetischer Gerbstoffe eine wesentlich wirtschaftlichere Brühenausnutzung. Schließlich ermöglicht der Einsatz dieser Gerbstoffgruppe, fertig gegerbte Leder aufzuhellen bzw. zu bleichen.
Mineralgerbung und Chromgerbstoffe
Mineralgerbung
Unter den Mineralien befindet sich eine ganze Reihe, deren Salze gerbende Eigenschaften besitzen. Ihr Einsatz ist jedoch davon abhängig, wie sie für den Gerbprozess chemisch aufgeschlossen werden können. Im Gegensatz zu den pflanzlichen Gerbstoffen, deren aus Pflanzen, Rinden, Hölzern usw. gewonnene Extrakte direkt zur Gerbung eingesetzt werden können, müssen die in der Natur in unlöslicher Form vorkommenden Mineralien erst durch umfangreiche chemische Verfahren in die zur Gerbung geeigneten wasserlöslichen Salze übergeführt werden.
Bekannt ist die Gerbwirkung von Chrom-, Aluminium-, Zirkon-, Titan- und Eisensalzen. Dabei besitzt im Bereich der Mineralgerbung die Chromgerbung die größte Bedeutung; sie ist nicht nur die weitaus verbreitetste Mineralgerbung, sie erfuhr auch die gründlichste Erforschung und ihr Chemismus ist weitgehend geklärt.
Man kann das Gerben der Haut mit Chromsalzen auf zweierlei Art durchführen: entweder lässt man gerbfähige Chromsalze auf die Blöße einwirken oder man behandelt letztere erst mit Chromsäure und reduziert diese in der Blöße zu gerbfähigen Verbindungen. Im ersten Fall spricht man von einer Einbadgerbung, da bei diesem Gerbablauf nur in einem Bad gearbeitet wird, während beim zweiten Verfahren dem Chromsäurebad noch ein Reduktionsbad folgt; man benützt also zwei Bäder und spricht hier von einer Zweibadgerbung. dass Chromsalze gerbende Eigenschaften aufweisen, erwähnt erstmalig F.L. Knapp in seiner Veröffentlichung im Jahre 1858.
Diese Beobachtung wurde danach von anderer Seite aufgegriffen und in weiteren eingehenden Versuchen der Einsatz von Chromsalzen gerberisch festgelegt, woraus im Laufe der Zeit sich die heute üblichen Gerbverfahren mit stets verbesserten Chromgerbstoffen entwickelten.
Chromgerbstoffe
Das Chrom, ein dem Eisen nahestehendes Metall, kommt in der Natur als Chromeisenstein in größeren Lagern in Nordamerika, Norwegen, Indien und in der Sowjetunion vor; es bildet das Ausgangsmaterial für alle technischen Chromprodukte. Das Element Chrom tritt in seinen Verbindungen im allgemeinen 2-, 3- und 6-wertig auf. Gerbfähige Verbindungen leiten sich nur von den 3-wertigen Chromsalzen her. Auf chemischem Weg werden aus dem Chromeisenstein die zum Gerben wichtigen Chromgerbsalze hergestellt. Die chemische Industrie überführt die Chromgerbsalze in die gerbend wirkenden Chrom-III-Salze.
Die wichtigsten grünen bzw. violetten Chrom-III-Gerbsalze bilden das schwefelsaure und salzsaure Chrom (Chromsulfat und Chromchlorid) sowie das schwefelsaure Kalium-Chromsalz (der Chromalaun). Die Hauptmenge der von der lederverarbeitenden Industrie benötigten Leder, das sind etwa 80 – 90 % Schuhoberleder und der größte Teil der Bekleidungsleder, werden gegenwärtig mit dem Chromgerbverfahren (Einbadverfahren) gegerbt, wobei die dazu benötigten Blößen mit gelösten Salzen des 3-wertigen Chroms zusammengebracht und in einem Arbeitsgang ausgegerbt werden.
Pflanzliche Gerbung Gerbverfahren und Durchfuehrung
Der Gerbprozess
Der Vorgang des pflanzlichen Gerbens beruht auf dem Prinzip, dass die gerbfertige Blöße mit allmählich in der Konzentration ansteigenden wässrigen Lösungen pflanzlicher Gerbextrakte zusammengebracht wird, aus denen alsdann Gerbstoffe wie Nichtgerbstoffe in die Haut eindringen und von dieser allmählich aufgenommen und gebunden werden, bis zwischen den Kollagenfasern der Haut und der Gerblösung ein Gleichgewicht sich eingestellt hat.
Für den Lederhersteller ist es daher unbedingt wissenswert, unter welchen Voraussetzungen diese Verbindung zwischen Gerbstoff und Haut, bezeichnet Gerbung, zustande kommt. Es muss ihm also bekannt sein, wie er diesen Gerbablauf am besten steuern kann, so dass ein Leder von ganz bestimmter Zusammensetzung bzw. physikalischen Eigenschaften erzeugt werden kann, da die Erreichung dieses Zieles von einer Reihe bestimmter, den Gerbprozess beeinflussender Faktoren abhängig ist.
So spielt neben der Art und Menge des Einsatzes der jeweiligen Gerbmittel auch deren Konzentration, weiter die Gerbdauer und -temperatur sowie die Azidität eine zu beachtende Rolle, um den Verlauf des Gerbvorganges und möglicherweise auftretende Störungen entsprechend steuern zu können. Wie bereits erwähnt, spricht man bei den Gerbmittelauszügen von kolloidalen Lösungen, in denen die Gerbstoffe nicht in einheitlicher Form vorliegen, sondern verschiedene Teilchengrößen aufweisen.
Ergebnisse zahlreicher Untersuchungen haben gezeigt, dass die verschieden großen Gerbstoffteilchen eine verschiedene Neigung aufweisen, sich mit der Haut zu verbinden, d.h. großteilige Gerbstoffteilchen besitzen ein intensiveres, kleinteilige ein schwächeres Bestreben, gerbend zu wirken. Weiterhin liegt fest, dass die Auszüge der einzelnen pflanzlichen Gerbmittel sich in der Verteilung der großen und kleinen Gerbstoffteilchen, d. h. in ihrem Dispersitätsgrad voneinander ganz wesentlich unterscheiden.
Diese Eigenart wird mit ihrem spezifischen gerberischen Verhalten in Verbindung gebracht, wodurch auch die unterschiedliche Adstringenz der Gerbmittel hergeleitet werden kann. Die Adstringenz einer Gerblösung ist um so größer, je rascher die Aufnahme des Gerbstoffes durch die Haut erfolgt. So ist zu beobachten, dass die in eine frisch bereitete Gerbbrühe eingebrachte Blöße anfangs in ihrer äußeren Hautschicht durch die großen Teilchen der Gerblösung eine sehr rasche Angerbung erfährt.
Diese großteiligen Gerbstoffteilchen bewirken mit ihrer starken Affinität zur Hautsubstanz (d. h. dem Bestreben des Gerbstoffes, sich mit der Hautfaser zu verbinden) eine Oberladung der Außenschicht der Haut, die eine Verstopfung der Kapillaren des Hautfasergefüges zur Folge hat und ein weiteres Eindringen von Gerbstoff in die inneren Hautschichten erschwert oder sogar unterbindet. Die äußeren Schichten werden sozusagen „zugegerbt“, so dass dem Gerbstoff das weitere Eindringen in das Innere der Haut unmöglich wird. Der Gerber bezeichnet diesen Zustand als „Totgerbung“.
Anders dagegen verhält sich hierbei eine schwache – bereits abgearbeitete – Brühe, in der die großen Gerbstoffteilchen durch die mehrmalige Benutzung der Brühe bereits aufgebraucht sind und in der sich vorwiegend kleine Gerbstoffteilchen mit einer schwächeren Affinität zur Haut befinden. Letztere gerben die Außenschichten der Haut nur langsam an, so dass keine Überladung des Oberflächenfasergefüges eintritt, sie dringen in das Innere des Hautfasergefüges vor und füllen es gleichzeitig mit Gerbstoff.
Aus diesen Erkenntnissen heraus hat sich die sogenannte goldene Gerberregel entwickelt, nach der der Gerbprozess so geführt werden soll, dass die zu gerbenden Hautblößen zu Beginn mit bereits gebrauchten, abgearbeiteten Brühen, die reich an kleinteiligen Gerbstoffteilchen sind, angegerbt und danach allmählich mit gerbstoffreicheren, stärkeren Brühen zusammengebracht werden, worin alsdann unter Einwirkung der größeren Gerbstoffteilchen die satte Fertiggerbung vor sich geht.
Außer von gerbaktiven Gruppen und der Teilchengröße der Gerbstoffe wird der Gerbvorgang auch von den in den Brühen vorliegenden Säureverhältnissen beeinflusst, wobei man von einer „süßen“ und „sauren“ Gerbung spricht. Als süße Brühen bezeichnet man frische Gerbmittelauszüge, in denen noch keinerlei Säurebildung durch Gärung eingetreten ist oder aber Gerbmittelauszüge, in denen die vergärbaren Stoffe in so geringen Mengen vorliegen, dass eine Gärung und Säurebildung auch nach längerem Stehen unterbleibt.
Dagegen werden solche Gerbmittelauszüge als saure Brühen angesprochen, in denen durch Vergärung von Nichtgerbstoffen, insbesondere von Zuckerstoffen, organische Säuren entstanden sind.
In süßen Brühen verläuft die Gerbung der Blöße ohne besondere Strukturveränderung ihres Fasergewebes. Ganz anders spielt sich der Gerbprozess in sauren Brühen ab. Hierbei führen die in diesen Brühen anwesenden Säuren zu einer mehr oder weniger starken Schwellung der Fasern, die Haut wird prall, die Fasern nehmen an Volumen zu und liegen nicht mehr lose, sondern sehr fest zusammengepresst nebeneinander.
Bekanntlich ist die Neigung eines Gerbstoffes, sich mit der Hautfaser zu verbinden, bei einer sauren, geschwollenen Faser stärker ausgeprägt im Gegensatz zu einer unveränderten Faser. In zahlreichen Versuchen ist bestätigt, dass der Gerbstoff aus sauren Brühen stärker an die Blöße anfällt als aus süßen Brühen. Dabei konnte auch der Säuregrad der Gerbbrühen ermittelt werden, bei dem die größtmögliche Menge von Gerbstoff von der Haut aufgenommen wurde. Demgegenüber erscheint in süßen Brühen die Intensität der Gerbung nicht so ausgeprägt, die Außenschichten der Haut laden sich nicht so intensiv mit Gerbstoff auf. Dabei wird das gleichmäßige Eindringen des Gerbstoffes infolge Fehlens der Schwellung des Hautfasergefüges erleichtert, wodurch eine gleichmäßige und raschere Durchgerbung als in sauren Brühen erzielt werden kann.
So ergeben sich aus der Gerbung von Blößen verschiedene Eigenschaften des Leders, je nachdem, ob der Gerbprozess in sauren oder süßen Brühen vor sieht geht. Aus sauren Angerbbrühen, in denen die Blößen eine Schwellung erfahren, resultieren feste Leder, vorausgesetzt, dass die Gerbung entsprechend lange genug geführt wird. Zur Erzielung von weichem Leder setzt der Gerber süße Brühen ein.
Bei allen Lederarten, die zwischen diesen beiden Extremen liegen, muss daher der gewünschte Grad für Festigkeit oder Weichheit dadurch erreicht werden, dass jeweils Gerbdauer und Säuregrad der Brühen entsprechend abgestimmt werden. Die Messung des Säuregrades der Gerbbrühen erfolgt durch die Feststellung des pH-Wertes, der bei allen Gerbmittelauszügen, auch der frisch bereiteten sogenannten süßen Brühen, im „sauren“ pH-Bereich unter 6,0 liegt. Die pH-Werte der speziell stark sauren Brühen bewegen sich zwischen 3,5 – 4,0. Insgesamt fallen also die pH-Werte sowohl der sauren als auch der süßen Brühen in den Bereich von 3,5 – 5,0.
Die Anwendung der beschriebenen Gesetzmäßigkeiten führte zu unterschiedlichen Gerbverfahren, die man bezeichnen könnte als:
- Grubengerbung ohne Bewegung
- Beschleunigte Brühengerbung
- Schnellgerbung.
Obwohl das Verfahren der Grubengerbung sich heute noch als eine Möglichkeit der Lederherstellung erhalten hat und danach noch eine gewisse Menge pflanzlich gegerbter Leder, so in einigen Handwerksbetrieben und mittleren Betrieben das altgrubengegerbte Sohlleder, hergestellt wird, ist die Form der alten Gerbart mit ausschließlich schwachen Brühen bei entsprechend langer Gerbdauer im Hinblick auf das Vorhandensein höher-prozentiger Gerbmittel bzw. Gerbextrakte weitgehend abgelöst und ein Übergang zu schnelleren, wirtschaftlicheren Gerbmethoden in Grube und Fass oder Fassgerbung allein gefunden worden.
Ein weiter Weg wurde auch in der Richtung beschritten, Leder in ausgesprochenen Schnellgerbverfahren, die in verschiedenen chemischen Fabriken entwickelt wurden, herzustellen.
Langsame Gerbmethode / Grubengerbung
Dieses Gerbverfahren, das ausschließlich mit schwachen Gerbbrühen bei langer Gerbdauer in Gerbgruben durchgeführt wird, gilt als die älteste Form der pflanzlichen Gerbung. Sie läuft in drei Arbeitsgängen ab, und zwar in dem „Farbengang“, den „Versenken“ und den „Versätzen“.
Farbengang
Als Farbengang bezeichnet man ein System von mehreren, meist 6-8, aber auch bis zu 16 oder noch mehr Gerbgruben. Diese Gruben – rechteckig von je 2 – 2,5 m Länge, Breite und Tiefe -eingelassen in den Boden, mit einem Ablaufrohr in die Kanalisation versehen, bestehen aus Holz oder Beton mit einem entsprechenden säurefesten Schutzanstrich oder einer entsprechenden Auskleidung ausgestattet.
Sie sind mit Brühen verschiedener Stärke gefüllt, wobei sich in der letzten Grube (Nr. 8) frische Brühe (als beste Farbe bezeichnet) und in der ersten Grube (Nr. 1) die am häufigsten gebrauchte Gerbbrühe (als schlechteste Farbe bezeichnet) befindet.
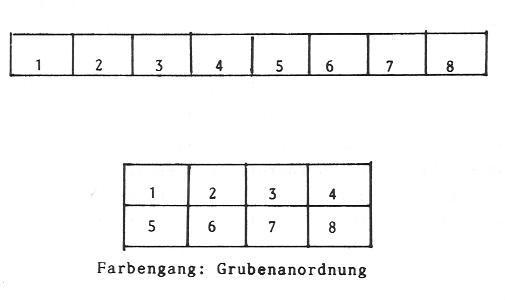
Bei der Beschickung der Farbenganges kommen die gerbfertigen Blößen aus der Wasserwerkstatt zunächst in die Grube (Nr. 1), die die am häufigsten gebrauchte und am meisten ausgezehrte Brühe enthält, also in die schlechteste Farbe. Nach einem oder mehreren Tagen, je nach dem jeweiligen Betriebsablauf, werden sie alsdann in die nächste Grube (mit einem etwa stärkeren Gehalt an Gerbstoff und einem geringen Gehalt an Nichtgerbstoffen) „überzogen“.
In bestimmten Zeitabständen rücken die Blößen also jeweils in die nächst stärkere Farbe (Grube mit jeweils steigendem Gerbstoffgehalt) und verlassen den Farbengang, die beste Farbe (Grube 8), wenn sie vollkommen vom Gerbstoff durchdrungen („durchgebissen“) sind.
In den Farben hängen die Häute voll ausgebreitet auf Stangen, die auf dem Grubenrand oder einem besonderen Rahmen aufliegen. Der Häutewechsel, das Oberziehen der Häute, von einer Grube in die andere erfolgt entweder von Hand oder durch eine besondere Transportanlage, d.h. durch einen sogenannten Laufkran. Letztgenannte Einrichtung ermöglicht das gleichzeitige Heraus-und Oberziehen einer ganzen Partie von einer Grube in die andere.
Durch Bewegung der Häute in den Anfangsfarben kann die Angerbung wesentlich beschleunigt werden. Dieser Effekt wird durch sogenannte Schaukel- oder Wipprahmen erreicht, an denen die Häute befestigt sind und mechanisch hin und her bewegt werden. In anderen Betrieben wird wiederum durch ein sogenanntes „Oberlaufsystem“ ein dauernder Fluss der Brühen ermöglicht. Hierbei sind die einzelnen Gruben durch Oberlaufrohre miteinander verbunden, so dass die Brühe von einer Farbe in die andere überwechseln kann.
Nach jedem Überziehen der Häute ergänzt man die stärkste letzte Grube durch Zulauf von einem Viertel oder Drittel frischer Gerbbrühe. Demzufolge fließt alsdann aus jeder Grube in die nächstschlechtere ein gleicher Brühenanteil über, während aus der schlechtesten Grube die entsprechend ausgebrauchte Brühe kanalisiert wird.
Im Überlauffarbengang behält jede Grube ihre bestimmte Farbe, da ja ständig eine Zubesserung erfolgt. Die Dauer der Angerbung im Farbengang beträgt bei 6-12 Gruben und Verwendung schwacher Brühen von etwa 1 – 6°Bé für Unterleder etwa 16 – 20 Tage.
Versenk
Nach dem Angerbestadium im Farbengang kommen die durchgefärbten (Farbe der Gerbung= Gerbfarbe) Häute, die in der Hauptsache zu Bodenledern, Geschirrledern, Riemenledern u. ä. ausgearbeitet werden sollen, zur weiteren Durchgerbung in das Versenk. Dieses bildet eine Fortsetzung des Farbenganges, wobei die Häute in die Gruben nicht eingehängt, sondern unter besonderen Vorkehrungen waagerecht eingelegt werden. Hierfür wird die Versenkgrube etwa zur Hälfte mit einer konzentrierten Gerbbrühe gefüllt, auf der ein hölzerner Lattenrost, der sogenannte Versenkboden, schwimmt.
Nunmehr werden die Häute sorgfältig auf dem Lattenrost waagerecht ausgebreitet, wobei zwischen die Häute jeweils gemahlene Gerbmittel (sogenannte Streulohe) in geringer Menge (Schwimmversenk) oder größerer Menge (Streuversenk) eingestreut werden.
Als Streulohe wird jeweils ein Gemisch verschiedener gerbstoffreicher Gerbmittel (hauptsächlich Eichenrinde) verwendet, das sich der Lederhersteller nach der erwünschten Gerbwirkung erfahrungsgemäß zusammensetzt. Nach dem Sinken des belasteten Lattenrostes auf den Grubenboden werden die eingestreuten Häute noch mit einer dicken Lohschicht zum Schütze gegen Lufteinwirkung abgedeckt. Abschließend soll nach dem Füllen des Versenks zusätzlich die Brühe noch etwa 20 cm über den aufgeschichteten Häuten stehen. Die Häute bleiben – je nach der Menge des verwendeten Streumaterials – einige Wochen (etwa vier) in dem Versenk.
Nach diesem Zeitablauf werden die Gruben geleert („gezogen“). Die dabei anfallenden erschöpften Brühen, Sauerbrühen genannt, dienen wieder anteilig zum Ansatz des Farbenganges. Schwere Leder durchlaufen unter Umständen mehrere Versenke hintereinander.
Versatz
Der Versatz, wohl die älteste Art der praktischen Gerbung, unterscheidet sich vom Versenk dadurch, dass die Häute nicht in die Brühe eingesetzt werden, sondern dass man in die leeren Gruben nun abwechslungsweise eine Lage vorgegerbter Häute und gemahlenes Gerbmaterial (Streulohe) einbringt. Alsdann lässt man durch ein seitliches Rohr eine Gerbbrühe (etwa 5-9° Bé) langsam so lange zufließen (das sogenannte Abtränken der Grube), bis die ganze Masse der Häute und das Gerbmaterial gleichmäßig durchtränkt sind. Abschließend wird der Versatz auch mit einer Schicht alter Lohe zum Luftabschluss zugedeckt.
Zum Einstreuen der Häute, das sehr sorgfältig ausgeführt werden muss, verwendet man pro Haut bis zu 25 oder 30 kg Streumaterial im Vergleich zum Versenk, wo normalerweise nur 5 -10 kg gebraucht werden. Als Loh- und Einstreumaterial werden vornehmlich Eichen- und Fichtenrinde, daneben Valonea, Myrobalanen u. ä. Eingesetzt.
Die Dauer eines Versatzes beträgt etwa 3-5 Monate, meist entleert man dann die Versatzgrube und setzt die so behandelten Häute in einer weiteren Grube einem zweiten und evtl. einem dritten Versatz aus. So kann sich die ganze Versatzgerbedauer auf 12 und noch mehr Monate erstrecken, eine Methode, welche in dieser langen Zeitdauer heute kaum mehr durchgeführt wird. Nach dieser Verweilzeit der Häute in den Gruben pumpt man die Brühe zum „Ziehen“ des Versatzes ab und entnimmt die Leder, wobei die anhaftende Lohe noch abgeklopft wird. Die Leder sind dann satt durchgegerbt, d. h. „gar“, wenn die Schnittflächen vollkommen gleichmäßig braun durchgefärbt sind. Bei ungenügender Durchgerbung sind die inneren Zonen noch hell.
Der Gerber prüft dies, indem er mit einem Messer einen dünnen Lederstreifen am Kernrand abschneidet und ihn in eine 10 %ige Essigsäurelösung einlegt. Nach 10 Minuten etwa schwillt der ungenügend durchgegerbte Teil, der sich als heller glasiger Streifen zeigt (Essigsäureprobe).
Das Altgrubengerbverfahren zur Herstellung für schwere Bodenleder wird nur noch in wenigen Betrieben angewendet.
Beschleunigte Gerbmethoden
Der langwierige Ablauf der Grubengerbung ließ den Lederhersteller nach Verfahren suchen, die mit wirtschaftlichen Nachteilen verbundene lange Gerbdauer abzukürzen. So gelang im Laufe der Zeit der Übergang von langsamer zu beschleunigter Gerbweise durch Erhöhung der Konzentration der Gerbbrühe bei Mitverwendung höherprozentiger Gerbmaterialien oder Gerbextrakte bei der Grubengerbung. Der erste Schritt zur „beschleunigten Grubengerbung“ war damit getan.
Eine weitere Verkürzung der Lederherstellungsdauer wurde durch Einschalten des Gerbfasses in den Gerbgang in verschiedener Weise erreicht. So hat die Kombination von beschleunigter Grubengerbung mit Fassgerbung zu einer wesentlichen Verkürzung des Lederherstellungsprozesses geführt. Bei dieser sogenannten „gemischten Gerbung“ werden die im Farbengang und in den Versenken evtl. auch im Versatz angegerbten Leder mit höher konzentrierten Gerbstoffbrühen im Faß gewalkt.
Durch die mechanische Bewegung der Häute und die dadurch hervorgerufene Erwärmung konnte eine besondere gerbbeschleunigende Wirkung erzielt werden, wobei gleichzeitig die Gerbstoffaufnahme und Gerbstoffbindung verbessert wurden, allerdings auf Kosten einer Verringerung der Faserfestigkeit des fertigen Leders. Während man bei der langsamen Gerbung im Endstadium mit einer Brühenstärke von etwa 5° Bé arbeitet, gerbt man bei der gemischten Gerbung mit etwa 12° – 15° Bé starken Brühen aus, die sich leicht aus Extrakten bereiten lassen. Die Ausgerbung ist nach 5-7 Monaten beendet.
Schließlich führt noch ein dritter Weg zu einer beschleunigten Lederherstellung, das Verfahren der „reinen Brühengerbung“, bei der unter Ausschaltung der Versenke und Versätze die Häute nach einem verlängerten Farbengang sofort im Faß ausgegerbt werden. Dabei verwendet man ebenfalls ständig ansteigende Gerbstoffkonzentrationen bis zu etwa 20° Bé. Die Möglichkeit der Aufeinanderfolge der verschiedenen Gerbgänge kann im nachstehenden Schema wie folgt zusammengefasst werden:
Anordnung Pflanzliche Gerbsysteme
Da die Fassgerbung den Vorteil bietet, die Gerbdauer wesentlich zu verkürzen, ist man bestrebt, fast sämtliche Lederarten nach diesem Gerbsystem herzustellen. Lediglich für Bodenleder zieht man noch das gemischte Gerbverfahren vor.
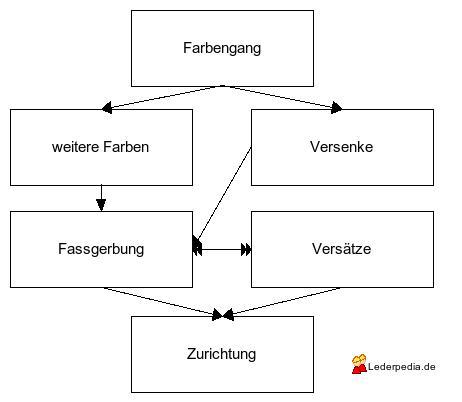
Die in der Gerbung eingesetzten Fässer ähneln den Weich- und Äscherfässern. In unterschiedlichen Typen und Größen hergestellt, befinden sich an der Innenwand dieser Fässer verschiedentlich Zapfen, Schaufeln bzw. versetzte Bretter, die die Häute bei der Drehung des Fasses heben und wieder fallen lassen, wodurch diese abwechselnd zusammengepresst und wieder aufgelockert werden.
Durch die hierbei auftretende Druck- und Saugwirkung wird die Gerbbrühe allmählich in das Leder hineingewalkt. Die zum leichteren Eindringen nötige Wärme entsteht durch das ständige Bewegen der Häute und der Flüssigkeit. Im allgemeinen arbeitet man zwischen 25° – 30° C. Ober 35° C darf die Erwärmung nicht hinausgehen.
In der Regel lässt man das Gerbfass mit 4-8 Umdrehungen laufen, wobei in gewissen Zeitabständen die Drehrichtung gewechselt wird, damit sich die Leder im Inneren nicht zusammenwickeln.
Vielfach werden den Fassbrühen Gerböle (wasserlösliche öle) zugesetzt, die die Durchgerbung beschleunigen und das Wundscheuern des Narbens an der Fasswand verhindern sollen.
Schnellgerbverfahren
Einer Grunderkenntnis folgend müssen bei schneller ablaufenden Verfahren die einzelnen Faktoren sorgfältiger aufeinander abgestimmt und genauer eingehalten werden.
Solche Faktoren sind bei den Schnellgerbungen im Faß:
- Beladungsmenge
- Flottenlänge
- Temperaturen
- pH-Werte am Anfang und Ende
- Art der Gerbstoffe und Einsatzmenge
- Art und Dauer der Bewegung
- Vorbehandlung des Hautmaterials
- Nachgerbung, Trocknungs- und Zurichtarbeiten
Dabei können einzelne Faktoren bevorzugt eingesetzt werden, um die Gerbbeschleunigung zu erreichen. Das kann sogar dazu führen, dass die Grundregeln der Grubengerbung, das Gegenstromprinzip, seine richtungsweisende Funktion verliert. Man kommt dann zu Verfahren, die so schnell ablaufen, dass die Blöße gar nicht mehr in der Lage ist, zuerst kleinteilige und wenig adstringente Gerbstoffteilchen aufzunehmen. Der Entwicklung folgend kann man die Schnellgerbung einteilen in:
- gegenstromprinzipgebundene und
- nicht gegenstromprinzipgebundene Verfahren.
Schnellgerbungen nach dem Gegenstromprinzip
Schon lange wussten die Gerber, dass die Gerbgeschwindigkeit in Farbengängen, Versenken und Versätzen, aber auch beim Arbeiten im Faß von der Temperatur der Brühen ganz erheblich beeinflusst wird. Im Sommer war stets eine raschere Duchdringung der Blößen mit Gerbstoffen festzustellen als im Winter. Als Konsequenz dieser Beobachtung versuchte man, durch Wärmeaustauscher unterschiedlichster Bauweise die Brühen mit höheren Konzentrationen zu erwärmen. Dabei kamen die reinen Brühengerbungen diesem Bemühen entgegen. Von England ausgehend hat sich das hot-pit-Verfahren eingeführt, das neben der erhöhten Gerbstoffkonzentration eine Erwärmung der Brühen von 25° C in der Angerbung bis auf 40° C in der Ausgerbung vorsieht.
Die Gerbdauer schwerer Leder konnte somit auf ca. 2 Monate verkürzt werden. Nutzte man den Faktor Bewegung aus, so konnte ein weiterer Zeitgewinn erreicht werden. Die Bewegung in den Gruben wurde durch „Schaukelrahmen“ möglich, die über Exzenter in eine gleichmäßige Bewegung gebracht wurden. Aber auch eine Bewegung der Gerbbrühe innerhalb der Grube mittels Pumpen führt zu einer Gerbbeschleunigung. In ganz ausgeprägter Weise kann die Bewegung im Faß wirksam werden.
Dabei sind zur Einhaltung des Gegenstromprinzips mehrere Vorratsbehälter für die unterschiedlich abgearbeiteten Brühen erforderlich, die im Wechsel in das Faß abgepumpt werden. Die Steigerung der Gerbstoffkonzentration in den Anfangsstadien konnte aber nicht beliebig fortgeführt werden. Bei einer zu hohen Konzentration treten trotz Einhaltung des Gegenstromprinzips Durchdringungsschwierigkeiten auf.
Die Gerbstoffteilchen verstopfen dann die feinsten Diffusionswege und die Innenzone der Leder bleibt ungegerbt oder nicht richtig gegerbt, was zu einer Qualitätseinbuße führt. Dieses Problem ließ sich durch Vorgerbungen weitgehend lösen. Die Vorgerbung erfolgt nur mit kleinteiligen Gerbstoffen und soll die Innenzone der Blöße erreichen und die Diffusionswege dorthin offen halten. Aus den vielen möglichen Gerbverfahren haben sich solche bewährt, bei denen mit definierter oder leicht steuerbarer Teilchengröße gearbeitet wird. Dies können Polyphosphate, synthetische Gerbstoffe, Ligninextrakte, Aldehyde, ausgewählte und maskierte Chromgerbstoffe oder Kombinationsgerbstoffe sein.
Bei richtigem Einsatz kann die Gerbdauer auch schwerer Leder auf ca. 14 Tage verkürzt werden. Schnellgerbungen, die nicht dem Gegenstromprinzip folgen Bei den im vorigen Kapitel beschriebenen Gerbverfahren waren große Mengen an Gerbstofflösungen erforderlich und es blieb in der Restflotte ein Teil von Gerbstoffen, die nicht genutzt werden konnten. Eine Abkehr vom Gegenstromprinzip wurde erst möglich, als grundlegende Erkenntnisse zeigten, dass eine bevorzugte Aufnahme der großen Teilchen durch die Haut nach dem Filterprinzip nur in dünnen Brühen unter 16° Bé erfolgte. Bei höheren Konzentrationen diffundierten alle Teilchen gleich schnell in die Blöße und verdrängten das Wasser zwischen den Fibrillen. Hier entstand die Gefahr der Totgerbung nicht durch die Verstopfung der Diffusionswege, sondern durch die zu starke Entwässerung.
Ein solches Gerbsystem macht deshalb einen bestimmten Wassergehalt in der Blöße durch eine intensive Vorgerbung zwingend notwendig. Sind die Blößen richtig vorgegerbt, dann kann der ganze Gerbstoff für die jeweilige Partie abgemessen und zugegeben werden. Er wird in der Zeit von ca. 20 – 36 Stunden beim Walken im Faß ohne Flotte oder mit geringer Flotte restlos aufgenommen. Die geringe Restflotte muss nicht mehr in arbeitsaufwendigen Farbengängen abgearbeitet werden. Der Vorteil dieser Verfahren liegt in der Geschwindigkeit, der klaren Überschaubarkeit und Steuerbarkeit aller Vorgänge und dem geringeren Arbeitsaufwand, weil von der Blöße bis zum fertigen Leder im gleichen Gefäß gearbeitet werden kann.
Als Nachteil kann erwähnt werden, dass diese Verfahren – wie alle Schnellgerbverfahren – einer genauen Kontrolle bedürfen. Die Qualität der so hergestellten Leder entspricht der in langsameren Verfahren erreichbaren, der Bedarf an Gerbstoff wird durch die Änderung der Gerbdauer nicht beeinflusst, doch kann durch eine gezielte Auswahl der Gerbstoffe die gleichmäßige Durchgerbung gefördert werden.
Sonstige Schnellgerbverfahren
Außer den bisher beschriebenen Schnellgerbverfahren, sei es in der Grube, im Fass bzw. durch Vorbehandlung der Blößen mit entsprechenden gerbenden Stoffen, sind auch noch andere weitere Versuche zur Verkürzung der Gerbdauer unternommen worden, wovon einige allerdings nicht über ein gewisses Versuchsstadium hinaus entwickelt worden sind:
- Die Anwendung von Ultraschall durch Beschallung der Gerbbrühen pflanzlicher und synthetischer Gerbstoffe mit niedriger Frequenz (50 Hz).
- Das Gerben von Häuten in einem Vakuum und unter Druck (sogenanntes Nance-Vakuumgerbverfahren).
- Gerbverfahren mit Hilfe des elektrischen Stromes, das keine praktische Bedeutung erreicht hat.
- Pawlowitsch-Schnellgerbverfahren: alkalische An- und saure Ausgerbung der Blößen bei variierten pH-Verhältnissen.
- Gerbverfahren mit Lösungen von Gerbstoffen in organischen Lösungsmitteln. Das sogenannte Usakow-Verfahren (Secotan-Verfahren), bei dem acetonentwässerte und getrocknete Blößen mit alkoholischen Gerbstofflösungen gegerbt werden, hat nur in Amerika eine gewisse Anerkennung gefunden.
Nachgerbung und Fixierung
Der eigentlichen Gerbung kann mitunter eine „Nachgerbung“ folgen, um bestimmte Eigenschaften des Leders maßgebend zu beeinflussen. Meist wird bei der pflanzlichen Gerbung unter dem Begriff Nachgerbung eine Nachbehandlung derartig gegerbter Unterleder mit pflanzlichen Gerbextrakten verstanden. In mäßigem Umfang durchgeführt, kann ein solches Behandlungsverfahren, das man zweckmäßigerweise als Füllgerbung bezeichnet, wobei mehr oder weniger große Mengen an Gerbextrakt, ungebunden auswaschbar in das Fasergefüge eingelagert werden, den Zweck haben, Griff, Fülle und Festigkeit des Unterleders zu verbessern.
Dagegen hat die Anwendung größerer Extraktmengen unbedingt eine unerwünschte Gewichtserhöhung zur Folge, die als eine künstliche Beschwerung anzusehen und bei einer entsprechenden Qualitätsbeurteilung zu beanstanden ist. Eine derartige Füllgerbung, die als Anschluss bei der Fassgerbung einmal als sogenannte „Brühenfüllung“ angewandt wird, läuft in der Weise ab, dass bereits im Faß gegerbte Leder mit hochkonzentrierten Gerbextrakten in verhältnismäßig geringer Brühenmenge bei gesteigerter Umlaufgeschwindigkeit des Gerbfasses bewegt werden. Anstelle dieser Brühenfüllung wird häufig auch eine „Trockenfüllung“ nachgesetzt.
Bei diesem Arbeitsgang werden die mit hohen Gerbstoffkonzentrationen ausgegerbten Leder, nachdem sie zunächst mit Wasser etwas ausgewaschen, abgepresst und abgelüftet wurden, anschließend in einem auf 40° – 45° C angewärmten Warmluftfass mit einer entsprechenden trockenen Pulverextraktmenge behandelt, wobei die beim Bewegen der Leder im Walkfass austretende Flüssigkeit die Extraktmenge löst. Für die Nachgerbung dieser Art kommen hauptsächlich Quebrachoextrakt, Eichenholzextrakt, Kastanienholzextrakt oder auch Sulfitzelluloseextrakt, in Mengen von 10 – 30 % (berechnet auf Trockengewicht) in Frage.
Zusätzlich können im weiteren durch Beigaben von Salzen, wie Bittersalz, ferner Zucker, Melasse, Dextrin, die Eigenschaften dieser Füllextrakte weitgehendst gesteuert werden. Nach diesem zusätzlichen Arbeitsgang lässt man die Leder alsdann ablüften, über Nacht liegen, dann werden sie ausgestoßen, abgeölt und getrocknet.
Fixierung der eingelagerten Gerbstoffe im Leder
Der eigentlichen Nachgerbung wird oft ein weiterer Arbeitsprozess der Leder angeschlossen, der als Fixierung bezeichnet wird. Er hat den Zweck, die zwischen den Lederfasern eingelagerten, ungebundenen Gerb- und Nichtgerbstoffe, die bei schweren Ledern zum Erhalt eines festeren, starreren Ledercharakters wünschenswert sind, in eine unlösliche, nicht auswaschbare Form zu bringen. Dies geschieht durch eine Nachbehandlung der Leder mit gewissen Substanzen, die völlig unlösliche Verbindungen mit den Gerbstoffen eingehen, so mit Eiweißstoffen, Leim, Gelatine, Kasein und Bittersalz, weiter auch mit hochmolekularen Kondensationsprodukten auf der Basis von Harnstoff, Phenolen, Aminen u. ä.f durch Einwalken in einer Konzentration von etwa 1 – 2 %, bezogen auf das Ledergewicht. Da eine Einlagerung dieser vorgenannten Produkte mitunter mit erheblichen Schwierigkeiten (Ausfällung der Gerbstoffe) verbunden ist, war man im Laufe der Zeit seitens der Lederhilfsmittel herstellenden Betriebe bestrebt, spez. ausgesprochene Gerbstoff-Fixierungsmittel der Lederindustrie zur Verfügung zu stellen, durch welche eine bessere Wirkung, den Gerbstoff unlöslich zu binden, also zu fixieren, erzielt wurde.
Pflanzliche Gerbung mit Gerbstoffe und Extrakte
Gerbung und Gerben von Häuten und Blößen
Aus der Rohhaut ist durch die Arbeiten der Wasserwerkstatt eine gerbfähige Blöße entstanden, die von allen Bestandteilen befreit worden ist, die nicht in Leder umgewandelt werden können. Wie die Haut in ihrer ursprünglichen Form geht auch die Blöße, wenn man sie im nassen Zustand liegen lässt, sehr leicht in Fäulnis über und verleimt, sobald sie mit Wasser von erhöhter Temperatur in Berührung kommt. Im getrockneten Zustand wird sie hart und blechig.
Um nun die Blöße so umzuwandeln, dass sie gegen Bakterien beständig wird, bei der Trocknung oder bei höherer Temperatur nicht mehr verleimt, durch Chemikalien weniger verändert wird und nach dem Nasswerden wieder geschmeidig und formgetreu auftrocknet, muss man sie gerben.
Unter Gerbung versteht man die Behandlung mit ausreichender Menge an gerbenden Stoffen unter geeigneten Bedingungen. Die sich bei diesem Prozess zwischen der Kollagenfaser der Blöße und dem Gerbstoff abspielenden chemischen und physikalischen Vorgänge sind bis heute noch nicht restlos geklärt, weil beide Reaktionspartner – die Blöße wie der Gerbstoff – als größtenteils organische Naturstoffe einen komplizierten und in vielen Punkten noch nicht restlos geklärten Aufbau aufweisen. Allerdings ist der Gerbvorgang so weit ergründet, dass man heute weiß, dass die Hautfasern den wirksamen Gerbstoff aus den Gerblösungen in der Weise aufnehmen, dass Faser und Gerbstoff eine echte Bindung eingehen.
Durch diese Gerbstoffaufnahme, Anlagerung oder chemische Bindung, werden eine Verringerung oder Aufhebung des Quellvermögens, eine Erhöhung der Schrumpfungstemperatur, eine Wasser- und Fäulnisfestigkeit und die Erhaltung der Biegsamkeit beim Auftrocknen bewirkt. Es ist eine feste Gerbstoffbindung zur Hautsubstanz eingetreten, die Kollagenfaser der Blöße ist in eine Lederfaser umgewandelt worden, Haut ist dadurch Leder geworden.
Die Umwandlung der Blöße in Leder kann mit Hilfe der Gerbstoffe nach verschiedenen Arbeitsprozessen durchgeführt werden. Als Gerbverfahren werden in der modernen Lederherstellung eingesetzt:
- Gerbung mit pflanzlichen und synthetischen Gerbstoffen
- Mineralgerbung, insbesondere mit Chromsalzen
- Fettgerbung
- und in beschränkterem Umfang Gerbungen mit Aldehyden, Harzen und anderen gerbenden Stoffen.
Zu den Gerbverfahren mit pflanzlichen Gerbmaterialien zählt die Behandlung der Blöße mit pflanzlichen (bzw. vegetabilen) Gerbstoffen, die aus Pflanzenteilen gewonnen werden. Sie sind in den Zellen der Pflanzen enthalten, aus denen sie durch Wasser in der Extraktion herausgelöst werden. Pflanzliche Gerbstoffe können in Rinden, Früchten, Blättern und Hölzern in- und ausländischer Pflanzen vorkommen.
Bei der Lederherstellung mit den sogenannten synthetischen Gerbstoffen werden Produkte eingesetzt, die künstlich nach dem Muster des Aufbaues der pflanzlichen Gerbstoffe hergestellt sind. Es gibt heute eine große Anzahl von synthetischen Gerbstoffen mit ganz speziellen Eigenschaften.
Eingeteilt werden diese synthetischen Gerbstoffe in Austauschgerbstoffe, die – wie ein pflanzlicher Gerbstoff – bei alleiniger Anwendung zur Lederherstellung verwendet werden können und die Hilfsgerbstoffe, die zur Unterstützung der pflanzlichen Gerbung eingesetzt werden, um z. B. die pflanzlichen Gerbstoffe besser in Lösung zu halten bzw. um so eine Schlammbildung zu verhindern.
Bei den Mineralgerbverfahren kommen bestimmte Metallsalze zum Einsatz, von denen der wichtigste der Chromgerbstoff ist. In die Reihe gehören gleichfalls die Aluminiumsalze (Alaungerbung) sowie die Zirkon- und Eisensalze.
Eine weitere Gruppe bilden die Gerbverfahren mit sonstigen nicht pflanzlichen Gerbmitteln, die ebenfalls durch eine gerbende Wirkung gekennzeichnet sind. Hierzu gehört die Blössenbehandlung mit Fettstoffen, so mit Tranen zur Herstellung von Sämischleder, die Gerbung mit Aldehyden, meist nicht allein, sondern in Kombination mit anderen Gerbstoffen, des weiteren die Gerbung mit Polyphosphaten sowie die synthetische Polymerisationsgerbung, Gerbweisen, von denen nur den ersten beiden größere technische Bedeutung zukommt.
Zur Erzielung besonderer Ledereigenschaften werden auch Harzgerbstoffe eingesetzt.
Pflanzliche Gerbung und Vegetabilgerbung
Die zur Herstellung von pflanzlich gegerbtem Leder benötigten Gerbstoffe sind in der Pflanzenwelt außerordentlich weit verbreitet. Größere Anreicherung an Gerbstoff findet man in der Rinde. In den Blättern ist nur selten viel Gerbstoff, eine Ausnahme bilden dabei die Blätter des Sumachs.
Das Holz weist nur bei wenigen Bäumen Gerbstoff-Reichtum auf, auch eine Reihe von Früchten enthalten bedeutsame Mengen an Gerbstoffen.
Technisch sind natürlich nur die Pflanzen und Pflanzenteile von Bedeutung, die größere Mengen an Gerbstoffen aufweisen und , in der Natur reichlich vorkommen. Dabei ist der in der Pflanzenwelt sich findende Gerbstoff keineswegs durch einen einheitlichen chemischen Aufbau charakterisiert.
Der in der Fichtenrinde enthaltene Gerbstoff unterscheidet sich wesentlich z. B. von dem Gerbstoff der Mimosarinde oder der Sumachblätter.
Alle Pflanzengerbstoffe ergeben mit Wasser kolloidale Lösungen, in denen die Größe der einzelnen gelösten Gerbstoffteilchen sehr verschieden sein kann. Diese Lösungen sind in der Praxis niemals reine Gerbstofflösungen, sondern enthalten neben den Gerbstoffen größere oder kleinere Mengen sogenannter Nichtgerbstoffe, die besonders aus gerbstoffähnlichen Stoffen, aus Salzen sowie zuckerartigen Stoffen bestehen. Eine genaue mengenmäßige Erfassung dieser Bestandteile, die für die Gerbung von besonderer Bedeutung sind, kann durch eine chemische Untersuchung nach der internationalen offiziellen Methode der quantitativen Gerbstoffanalyse, festgelegt vom Internationalen Verein der Lederindustriechemiker, erfolgen.
Im folgenden seien darum nur kurz die Grundzüge dieser Untersuchungen beschrieben. Die gewichtsanalytische Gerbstoffuntersuchung zur Bestimmung des Reingerbstoffgehaltes erstreckt sich im allgemeinen auf die Ermittlung des Wassers, des Gesamtlöslichen und der Nichtgerbstoffe. Zur Bestimmung der gesamtlöslichen Bestandteile wird von Extrakten eine vorgeschriebene Menge aufgelöst und von Gerbmitteln eine bestimmte Menge in einem Auslaugegefäß ausgelaugt. Die gewonnene Gerbstofflösung wird durch eine Filterkerze filtriert und ein Teil des Filtrates eingedampft, getrocknet und gewogen und somit der Anteil an Gesamtlöslichem bestimmt.
Da das Gesamtlösliche sowohl die löslichen gerbenden Stoffe als auch die Nichtgerbstoffe enthält, muss eine weitere Trennung erfolgen. Zur Bestimmung der Nichtgerbstoffe wird ein anderer Teil der hergestellten Gerbstofflösung mittels Hautpulver (das ist eine fein zerfaserte, besonders vorbereitete Hautsubstanz) behandelt und von sämtlichen gerbenden Stoffen befreit. Nach Eindampfen eines Teiles dieser entgerbten Lösung wird getrocknet, gewogen und man erhält den Anteil an Nichtgerbstoffen.
Aus der Differenz Gesamtlösliches minus Nichtgerbstoffe errechnet sich der Gehalt an gerbenden Stoffen (Reingerbstoff). Aus der Differenz 100 minus Gesamtlösliches plus Wasser errechnet sich der Gehalt an Unlöslichem.
Gerbstofflösungen besitzen zwei charakteristische Eigenschaften. Sie fällen Leim- und Gelatinelösungen und zeigen mit Eisensalzen blaugrüne bis blauschwarze Färbungen. Beide Reaktionen können zum Nachweis von Gerbstoff verwendet werden. Bei Zusatz von Säuren und Alkalien erfahren alle Gerbstofflösungen eine Veränderung ihrer Farbe, wobei Säure aufhellend und Alkaliensalze verdunkelnd wirken.
Zur Bewertung für die qualitativen Unterschiede der gerbenden Wirkung der einzelnen Gerbmittel hat man den Begriff der „Adstringenz“ eingeführt. Darunter versteht man die Neigung des Gerbstoffes zu einer Bindung an die dazu befähigten Gruppen der Hautsubstanz. Eine stark adstringente Gerbstofflösung wird mehr großteilige Gerbstoffe enthalten, d. h. mehr gerbende Stoffe als Nichtgerbstoffe und eine weniger adstringente Lösung enthält mehr Nichtgerbstoffe.
Einteilung der Gerbmittel und Gerbstoffe
Die Gerbstoffe sind in den verschiedenen Gerbmitteln als uneinheitlich chemische Bestandteile enthalten. Ihre Einteilung erfolgt nach den verschiedensten Gesichtspunkten. Sie basiert z. B. auf der Feststellung, dass alle Gerbstoffe beim Erhitzen auf 180° – 200° C zwei verschiedene Stoffe liefern, und zwar die eine Gruppe das Pyrogallol, die andere das Pyrokatechin.
Danach unterscheidet man die Gerbstoffe in eine Pyrogallol- und eine Pyrokatechingruppe.
Von den sonstigen zahlreichen chemischen Einteilungsprinzipien für pflanzliche Gerbstoffe hält K. Freudenberg (Chemie der natürlichen Gerbstoffe, Berlin 1920) allenfalls eine Einteilung nach der Aufklärung der chemischen Natur der pflanzlichen Gerbstoffe in „hydrolysierbare“ und „kondensierte“ Gerbstoffe für vertretbar. Dabei decken sich die Pyrogallolgerbstoffe etwa mit den hydrolysierbaren und die Pyrokatechingerbstoffe mit den kondensierten Gerbstoffen.
Charakteristisch für die Pyrogallolgerbstoffe ist die Anwesenheit von mehr oder weniger großen Mengen von Zuckerstoffen, die beim Extrahieren der Gerbmittel mit Wasser zusätzlich herausgelöst werden und dabei einen Teil der Nichtgerbstoffe bilden. Diese Zuckerstoffe gehen leicht in Gärung über und führen so zur Säurebildung. Gerbbrühen, in denen Pyrogallolgerbstoffe gelöst sind, zeigen also einen stärkeren Hang zur Säurebildung gegenüber Brühen, die vorwiegend aus Pyrokatechingerbstoffen hergestellt sind.
Pyrokatechingerbstoffe sind durch einen mehr oder weniger beträchtlichen Gehalt an schwerlöslichen bzw. unlöslichen Gerbstoffanteilen, den sogenannten Phlobaphenen, charakterisiert, die sich beim längeren Stehen der Gerbbrühen als Schlamm absetzen können.
So verschieden die einzelnen Gerbmittel in ihren gerberischen Eigenschaften sich geben, so verschieden kann auch das mit ihnen hergestellte Leder sein. Deshalb ist es für den Gerber unbedingt erforderlich, die charakteristischen Eigenschaften der einzelnen Gerbmittel genau zu kennen, um sie zweckentsprechend einsetzen zu können.
Pflanzliche Gerbstoffe
Die Zahl der pflanzlichen Gerbmittel erweist sich als außerordentlich groß. Für die Besprechung der Technologie, die praktische Bewertung und Anwendung der pflanzlichen Gerbmittel in der Gerberei erscheint folgende Einteilung zweckmäßig:
| Rinden | Hölzer | Früchte | Blätter | Wurzeln | Auswüchse |
|---|---|---|---|---|---|
| Eichenrinde | Eichenholz | Valonea | Sumach | Badan | Gallen |
| Fichtenrinde | Quebrachoholz | Trillo | Gambir | Canaigre | Knoppern |
| Mimosarinde | Kastanienholz | Myrobalanen | |||
| Mangroverinde | Urundayholz | Algarobilla | |||
| Malettorinde | Tizeraholz | Dividivi | |||
| Weidenrinde | Katechuholz | Tara | |||
| Hemlockrinde | Bablah |
Rinden
Eichenrinde
Die Eichenrinde, mit einem Gerbstoffgehalt in den Grenzen von 5 – 17 % (im Mittel 10 %) liegend, ist eines der ältesten, zugleich auch gerberisch wertvollsten Gerbmittel. Bedingt sind ihre Unterschiede im Gerbstoffgehalt durch das Alter, den Standort und natürlich auch durch die Eigenart selbst. Vorwiegend als Trauben- oder Steineiche sowie Stiel- oder Sommereiche in Mitteleuropa vorkommend, werden sie im Schälwaldbetrieb im Alter von etwa 15-18 Jahren gehauen und geschält. In ihren jungen Jahren weist die glatte borkenfreie Rinde einen silberweißen Glanz auf, sie wird deshalb auch als Spiegelrinde bezeichnet. Mit zunehmender späterer Borkenbildung wird die Rinde allerdings gerbstoffärmer. Zur Zeit des Knospenausbruches der Blätter, in der Zeit von Ende April bis Ende Juni, erfolgt das Schälen der Rinde. Eichenrinde, ein säurearmes Gerbmittel, wird praktisch ausschließlich zur Herstellung von Unterleder als Streumaterial in Versenk und Versatz, nur selten zur Herstellung von höherprozentigen Gerbstoffauszügen, zusammen mit anderen Gerbmitteln eingesetzt. Eichenrinde verleiht dem Leder eine gelbbraune Farbe mit vorzüglichen Eigenschaften.
Fichtenrinde
Fichtenrinde ist ein Gerbmittel, das in ausgedehnten Waldungen überall in Europa und in zahlreichen außereuropäischen Ländern vorkommt, aber heute nur noch in immer geringer werdenden Mengen gewonnen wird. Die Gerbrindengewinnung erstreckt sich von etwa Anfang Mai bis Anfang August, wobei eine rötlichbraune, glatte Borke von Bäumen bis zu einem Alter von 40 Jahren in der Gerbung bevorzugt wird. Auch hier beeinflussen Höhenlage, Bodenart und Wachstumsgeschwindigkeit die Borkenbildung. Der durchschnittliche Gerbstoffgehalt einer handelsüblichen Fichtenrinde bewegt, sich um etwa 12,5 %. Infolge des hohen Zuckergehaltes (etwa 3,5 % traubenzuckerartige und 1,5 % rohrzuckerartige Stoffe) bereiten Fichtenrindenauszüge durch eine starke Säurebildung und Schwellung der Haut mitunter Schwierigkeiten, weshalb sie zweckmäßig in Kombination mit säurearmen Gerbstoffen, z. B. Eichenrinde, Quebracho und Valonea eingesetzt werden. Verwendung findet die Fichtenrinde ebenfalls bei der Bodenlederherstellung als Streumaterial in den Gruben und in selbstextrahierten Brühen; die dabei erhaltenen Leder von gelbbrauner Farbe sind voll und hart, dunkeln jedoch leicht nach. Ein während der Kriegszeit auftretender Gerbstoffmangel erforderte die Nutzung aller Rohstoffquellen. So ging man zur Ausweitung der Lohrindengewinnung nach Durchführung von zahlreichen Versuchen daran, auch die Fichtenrinde, die außerhalb der Schälzeit anfällt, gerberisch zu verwerten. Diese sogenannte Schnitz- oder Reppelrinde, die im Gegensatz zur Schälrinde durch Abschnitzen, d. h. Reppeln vom Stamm gelöst wird, konnte ohne Zweifel der Lederindustrie als gutes Gerbmittel zugänglich gemacht werden, wenn dafür gesorgt wurde, dass sie nach der Gewinnung so schnell wie möglich gesammelt und den Verbrauchern, d. h. den Gerbereibetrieben mit Extraktionsanlagen, zur Verfügung gestellt wurde.
Um eine etwaige Zersetzung des Gerbstoffes, die bei feuchter Reppelrinde leicht eintritt, zu verhindern bzw. den Gerbstoffgehalt dieser Rinde zu erhalten, ist man dazu übergegangen, diese Rinde rechtzeitig zu konservieren, was durch eine Behandlung mit Dampf (nach einem sogenannten Dampfverfahren) in Verbindung mit anschließender künstlicher Trocknung oder einer chemischen Konservierung durch schweflige Säure oder deren Salze erfolgen kann.
Mimosarinde
Als „Mimosa„ wird eine der gerbstoffreichsten Rinden bezeichnet, die von verschiedenen Akazienarten aus Süd- und Ostafrika stammt, wo sie in planmäßigen Kulturen angebaut wird. Handelsmäßig von besonderer Bedeutung ist die Akazienart „Black Wattle“. Vorteilhaft ist es, dass die Mimosa, auch Gerberakazie genannt, sehr schnellwüchsig ist. Ihre Rinde, mit scharf glattem Bruch, besitzt eine charakteristische schwarzviolette Farbe. Sie kann zur Herstellung fast aller Lederarten eingesetzt werden, auch in Kombination mit anderen pflanzlichen und synthetischen Gerbmitteln und liefert, heute fast ausschließlich in Extraktform gehandelt, ein ausgezeichnetes griffiges Leder.
Hemlockrinde
Ähnlich im Gerbstoffgehalt wie die Fichtenrinde, gilt als das verbreitetste Gerbmittel Nordamerikas. Ihr Einsatzgebiet liegt bei der Herstellung von Sohlleder, das durch einen besonders intensiven roten Farbton charakterisiert ist.
Mangrovenrinde
Bei ihr unterscheidet man bezüglich des Aufkommens zwischen einem östlichen und einem westlichen Mangrovengebiet und somit zwischen östlicher Mangrove aus den Gebieten der tropischen Küsten von Ostafrika, Südindien, Indonesien, Neuguinea und Nordaustralien und der westlichen Mangrove, stammend aus Westafrika, Brasilien und Mittelamerika. Für den Gerbstoffhandel interessiert nur die Mangrovenrinde aus den östlichen Mangrovegebieten, die mit dem hohen Gerbstoffgehalt von 36 % als günstigstes Gerbmittel gilt. Trotzdem findet sie nur in geringer Menge Verwendung, da sie ein stark rot gefärbtes Leder von schwammiger Beschaffenheit ergibt.
Malettorinde
Diese in der Pflanzenwelt gerbstoffreichste Rinde mit etwa 46 – 49 % Gerbstoff ist die Rinde einer in Australien vorkommenden Eukalyptusart, deren Aufkommen durch Raubbau so stark zurückgegangen ist, dass sie bei dem nur noch geringen Anfall für den Gerbstoffhandel bedeutungslos geworden ist.
Weidenrinde
Weidenrinde fand vor allem in der Sowjetunion und in den skandinavischen Ländern als viel benutztes Gerbmittel Verwendung, obwohl sie nur einen Gehalt von 10 % etwa an gerbenden Stoffen aufweist. Eingesetzt bei der Gerbung ergibt sie ein weiches, geschmeidiges helles Leder.
Birkenrinde
Birkenrinde wird in Nordamerika und Russland nur in beschränktem Maße bei der Lederherstellung benutzt; sie liefert ein nicht sehr gutes Leder von gelbroter Farbe. In Deutschland wird Birkenrinde als Gerbmittel nicht eingesetzt.
Gerbhölzer
Sie finden im allgemeinen in der Gerberei nicht unmittelbare Verwendung, meistens werden sie fabriksmäßig ausgelaugt und die erhaltenen Brühen zu Gerbextrakten verarbeitet.
Eichenholz
Eichenholz, eines der teuersten und besten Nutzhölzer, hauptsächlich in Schweden, Jugoslawien, der Sowjetunion, Nordamerika, wenig in Deutschland vorkommend, dient nicht direkt als Gerbmittel, sondern ausschließlich zur Gerbextraktgewinnung. Da das Holz derartiger junger Bäume arm an Gerbstoffen ist, wird hauptsächlich das Holz sehr alter Bäume, dessen Gerbstoffgehalt zwischen 4 – 10 % schwankt, der Extraktion zugeführt.
Quebrachoholz
Es stammt von einem vorwiegend in Südamerika (Uruguay, Nordargentinien, Brasilien und Paraguay) heimischen Quebrachobaum, der ein rotes, sehr hartes Holz mit einem ungewöhnlich hohen Gerbstoffgehalt, schwankend zwischen 17 und 25 %, aufweist und ausschließlich in Fabriken auf Gerbextrakt verarbeitet wird. Eingesetzt wird dieser bei der Lederherstellung häufig im Gemisch mit Kastanienholz- evtl. auch Myrobalanenextrakt.
Kastanienholz
In gleicher Weise wie das Eichenholz und Quebrachoholz wird auch das Holz besonders alter Edelkastanien, die hauptsächlich in Italien, Jugoslawien, Frankreich und Spanien in ausgedehnten Wäldern vertreten sind, zur Extraktgewinnung herangezogen. Ausgelaugt wird hierbei das Holz 60-80-jähriger Edelkastanien mit einem durchschnittlichen Gerbstoffgehalt von etwa 10 %. Das Holz ist mitunter rötlich und der daraus hergestellte Extrakt behält diese rötliche Farbe bei.
Urundayholz
Das Holz des Urundaybaumes, der zur gleichen Pflanzenfamilie wie der Quebrachobaum gehört und auch in dem gleichen Gebiet Südamerikas zu finden ist, enthält etwa 11 – 16 % Gerbstoff und wird gleichfalls in den Gerbextraktfabriken extrahiert.
Tizeraholz
Holz eines in Nordafrika und Sizilien und auch auf den kanarischen Inseln wachsenden Strauches, hat eine rotbraune an Quebrachoholz erinnernde Färbung mit einem durchschnittlichen Gerbstoffgehalt von 20 – 22 %. Der daraus hergestellte Extrakt ist nur von untergeordneter Bedeutung.
Katechuholz
Die in Ostafrika und Vorderindien beheimatete Katechu-Akazie besitzt ein gerbstoffreiches Holz, doch hat der daraus gewonnene Extrakt heute als Gerbmittel nur örtliche Bedeutung.
Gerbstoffhaltige Früchte
Valonea und Trillo
Als Valonea, ein sehr gerbstoffreiches Gerbmittel, bezeichnet man die Fruchtbecher und Früchte von in Kleinasien und auf dem südlichen Balkan wachsenden Eichenarten. Ihr Gerbstoffgehalt liegt bei durchschnittlich 29 % (Grenzen 16 – 38 %). Die im Fruchtbecher sitzende Eichel enthält nur wenig Gerbstoffe und fehlt sehr häufig bei der Handelsware, dagegen erweisen sich die Schuppen dieser Fruchtbecher sehr gerbstoffreich (49 %) und kommen gesondert unter der Handelsbezeichnung Trillo zum Verkauf.
Beide, Valonea und Trillo, gelten als hochwertige Gerbmittel, die ein gleichfalls hochwertiges Leder von heller Farbe liefern. Aus valoneahaltigen Brühen scheidet sich auf dem Leder die früher als Qualitätsmerkmal sehr geschätzte Blume (Ellagsäure), ein unregelmäßig weißlicher Belag ab.
Dividivi
Dividivi heißen die Schoten eines in Südamerika und in Westindien wild wachsenden Strauches mit einem Gerbstoffgehalt von etwa 42 %. Dieses wegen seines Gerbstoffgehaltes billige Gerbmittel wird meist in Verbindung mit zuckerarmen Gerbmitteln, wie Quebracho, Mimosa und dergleichen verwendet. Allein eingesetzt ergibt es ein schwammiges, missfarbiges Leder; es ist zugleich eines der am meisten Blume bildendes Gerbmittel.
Myrobalanen
Myrobalanen bezeichnet man die pflaumengroßen, getrockneten Früchte verschiedener in Ostindien und auf Ceylon vorkommenden Baumarten, und zwar der Terminalia-Arten. Diese Früchte enthalten einen Kern; Träger des Gerbstoffes ist allerdings das Fruchtfleisch. In den Handel kommen nicht entkernte und entkernte Myrobalanen, wobei letztere einen Gerbstoffgehalt bis zu 50 \ aufweisen. Als weit verbreitetes und billigstes ausländisches Gerbmittel verleiht es dem Leder – allein verwendet – allerdings ein unansehnliches, fleckiges Aussehen, weshalb es stets im Gemisch mit hochwertigen Gerbstoffen, wie Mimosa oder Quebracho, eingesetzt wird und alsdann farbaufhellend wirkt. Myrobalanen-Brühen gären wegen ihres hohen Zuckergehaltes sehr leicht und neigen gleichzeitig beim Stehen zu stärkerer Schlammbildung.
Algarobilla
Algarobilla ist – ähnlich wie Dividivi – ebenfalls eine Schotenfrucht, stammt fast ausschließlich aus Chile. Die dort verfügbaren Mengen sind gering, so dass sie für den Gerbstoffmarkt nur von geringer Bedeutung sind. Im Mittel enthält Algarobilla 44 % Gerbstoff, der ein Leder von gelber Farbe liefert, ähnlich wie Dividivi. Auch dieses Gerbmittel kommt hauptsächlich in Verbindung mit anderen Gerbstoffen zum Einsatz.
Tara
Tara sind erbsenschotenartige, sehr stark gerbstoffhaltige Früchte, die von einer in Indien und Südamerika vorkommenden dornigen Kletterpflanze stammen. Die Hülsen dieser Früchte enthalten 48 %, die Samenkörner 52 % Gerbstoff. Auch der Tara-Gerbstoff ist dem des Dividivi und Algarobilla ähnlich und liefert ein helles, lichtbeständiges Leder.
Bablah
Unter diesem Namen werden die Früchte einiger in Ostindien vorkommenden Akazienarten mit etwa 30 – 35 % Gerbstoffgehalt gehandelt. Als Gerbmittel sind sie nur für die heimische Ledererzeugung von Bedeutung.
Gerbblätter
Von den Blattgerbstoffen erweisen sich die in Südeuropa, hauptsächlich in den Mittelmeerländern heimischen verschiedenen Sumacharten als von besonderem gerberischen Interesse. Für die Gewinnung dieses allgemein als „Sumach“ bezeichneten Gerbmittels kommen hauptsächlich folgende Pflanzenarten in Frage:
- Gerberbaum: in Sizilien, Kleinasien, Spanien, Marokko zu finden.
- Perückenbaum: kommt in Norditalien, Tirol, Dalmatien, Istrien, Südungarn vor.
- Gerberstrauch: liefert den sogenannten provenzalischen Sumach sowie die französischen Sorten und ist im südwestlichen Europa sowie Nordfrankreich verbreitet.
- Hirschkolbensumach: (Rhus typhina), früher auch als amerikanischer Sumach bezeichnet, hat, nachdem in Deutschland wachsende Pflanzen einen sehr günstigen Gerbstoffgehalt ergeben hatten, während der Kriegszeit aufgrund vielseitig durchgeführter Züchtungsversuche Interesse gefunden. Die Großanbauversuche wurden nach Kriegsende jedoch wieder aufgegeben.
Die jungen Triebe und Blätter dieser Pflanzen liefern eines der ältesten und zugleich edelsten pflanzlichen Gerbmittel. Die besonderen Vorzüge dieses Gerbmittels liegen in seiner außerordentlich hellen und völlig lichtbeständigen Gerbung; der Gerbstoff dringt besonders rasch in die Haut ein und liefert ein sehr weiches und griffiges Leder.
Außer zum Gerben findet Sumach ausgedehnte Verwendung zur Aufhellung jeder Art von Ledern nach der Gerbung, zum sogenannten Sumachieren. Die Lederfabriken setzen den Sumach stets in pulverisierter Form ein. Für die Herstellung des Sumachpulvers werden die geernteten getrockneten Blätter gemahlen, die besseren Sorten erfahren anschließend eine Reinigung von anhaftendem Sand und sonstigen natürlichen Verunreinigungen durch Ventilation und kommen dann unter der Bezeichnung als „ventilierter“ und manchmal als „doppelt ventilierter“ Sumach mit einem Gerbstoffgehalt von etwa 28 % in den Handel, im Gegensatz zu dem nicht gereinigten Sumach, der als „campania“ gehandelt wird.
Neben den vorerwähnten Verunreinigungen kommen auch Eisenteilchen, die aus den Mühlen stammen, in diesem Gerbmittel vor, die beim Gerben blauschwarze Punkte auf dem Leder hervorrufen. Durch eine einfache Prüfmethode nach Becker (Collegium 1905, S. 373) kann die Anwesenheit von Eisenteilchen nachgewiesen werden.
Der Nachweis von etwaigen, dem Sumach öfter beigemengten Verfälschungs- und Streckungsmitteln erfolgt durch mikroskopische Untersuchungen.
Gambir
Gambir wird aus den Stengeln und Blättern des Gambir-Strauches, der sich vorwiegend in Indien, China, vor allem in Java, Sumatra und Borneo findet, durch Auskochen, vorwiegend in modernen Extraktionsanlagen, als Extrakt gewonnen. Als Handelsware unterscheidet man zwischen dem in hölzernen Formen erstarrten Block-Gambir und dem in Würfel geschnittenen Würfel-Gambir. Von der Herstellung her enthält der Gambirextrakt viel Verunreinigungen, weshalb der Gerbstoffgehalt großen Schwankungen unterworfen ist.
Die beiden bekanntesten Marken sind der Indragiri- und Asahangambir, die in Block- oder Würfelform mit etwa 40 – 45 % Gerbstoffgehalt sich besonders zum Einsatz in Kombinationsgerbungen eignen. Am bekanntesten ist die sogenannte Dongolagerbung, bei der Blößen mit Lösungen von Gambir, Kalialaun und Kochsalz behandelt werden. Gambir verleiht dem Leder, neben einer besonderen Zähigkeit und Elastizität, eine schöne gelbe Farbe, einen geschmeidigen Narben und einen weichen, milden Griff. Auch als Hilfsmittel bei der Färbung mineralgarer Leder findet Gambir Verwendung.
Gerbwurzeln
Canaigre
Von den bekannten gerbstoffhaltigen Wurzeln kleinerer Blattpflanzen hat die Canaigre, die Wurzel einer Ampferart, deren kulturmäßiger Anbau in Frankreich und Algerien – neuerdings auch in Nordamerika – versucht wurde, trotz ihres hohen Gerbstoffgehaltes (18 – 25 %) kaum Verwendung in der Lederherstellung gefunden, da ihre Extraktion wegen ihres Stärkegehaltes mit Schwierigkeiten verbunden ist.
Badan
Ein krautartiges Gewächs mit breiten Blättern, das in seinen Wurzeln etwa 20 % Gerbstoff enthält, gedeiht in den weiten Gebieten Sibiriens, im Baikalgebiet und im Altai. Einer gerberischen Nutzbarmachung steht neben der schweren Gewinnung dieser Wurzeln vor allem deren ungünstige Trockenmöglichkeit sowie der hohe Gehalt an Nichtgerbstoffen, insbesondere an stärkehaltigen Stoffen, entgegen.
Fichtenrinde 90-100°C
Eichenrinde 80-100°C
Mangrovenrinde 80-90°C
Mimosarinde 70-80°C
Kastanienholz 110-125°C
Quebrachoholz 80-90°C
Myrobalanen 90-100°C
Sumach 50-60°C
Trillo 50-60°C
Valonea 60-70°C
Neben der Auslaugetemperatur beeinflusst auch das Verhältnis der angewandten Wassermenge zu dem auszulaugenden Gerbmittel dass Extraktionsergebnis. Beim Einsatz von zu wenig Wasser erhält man eine stärkere Brühe, doch verläuft die Auslaugung hierbei mangelhaft. Die Anwendung größerer Wassermengen dagegen führt bei einer sehr weitgehenden Auslaugung zu dünnen Brühen, die nachher eingedampft werden müssen.
Auch die Beschaffenheit des Extraktionswassers spielt eine Rolle, es soll möglichst weich sein und salzfrei gehalten werden, da zu hohe Anteile an Calzium- und Magnesiumsalzen mit dem Gerbstoff unlösliche bzw. schwerlösliche Verbindungen eingehen, die zur Minderung der Gerbstoffausbeute führen können.
Eisenhaltiges Wasser ist für die Auslaugung pflanzlicher Gerbmittel vollkommen untragbar, da es die Gerbbrühe dunkel färbt.
Eine Extraktion unter Zusatz von Chemikalien, d. h. durch Beigabe von Sulfit und Bisulfit zum Extraktionswasser, kann zu einer erheblichen Verbesserung der Gerbstoffausbeute führen. Zugleich wird durch eine sorgfältige Verwendung von Salzen der schwefligen Säure erreicht, dass die in der Brühe vorhandenen schwerlöslichen Gerbstoffanteile, die mit Wasser allein nicht auszulaugen sind, durch diese sulfitierende Extraktion in Lösung gebracht werden.
Die Stärke der bei der Auslaugung pflanzlicher Gerbmittel erhaltenen Auszüge bzw. Gerbbrühen, d. h. deren Dichte, bedingt durch sämtliche gelösten Substanzen, wird in der Praxis in Baumé – Graden mit Hilfe der sogenannten Baumé-Spindeln (Aräometer) ermittelt. Die bei der Auslaugung erhaltenen Auszüge sind im allgemeinen 2 – 10° Bé stark und werden zur Konzentrierung des Gerbstoffgehaltes unter Vermeidung von Zersetzungserscheinungen und oxidativen Veränderungen in geschlossenen Gefäßen im Vakuum eingedampft.
Bei jeder Extraktion bleibt ein gewisser Anteil Gerbstoff im ausgelaugten Extraktionsgut, in der Lohe, zurück, der als Gerbstoffverlust angesehen werden muss und bei den einzelnen Gerbmaterialien verschieden anfällt. Allgemein wird eine Extraktion als befriedigend geführt angesehen, sobald der in der Lohe ermittelte Restgerbstoff 10 % der in den noch nicht ausgelaugten Gerbmitteln vorhandenen Gerbstoffmengen nicht übersteigt.
Die allgemeinen Eigenschaften der Gerbmittelauszüge
Die bei der Auslaugung der verschiedenen Gerbmittel anfallenden Gerbstoffauszüge ergeben keineswegs einheitliche Lösungen. Vielmehr sind diese neben den wichtigen gerbenden Stoffen noch durch eine Reihe nicht weniger wichtiger Stoffgruppen ohne gerbende Wirkung charakterisiert, die insgesamt als „Nichtgerbstoffe“ zusammengefasst werden, denen aber auch eine wichtige Rolle im Ablauf der Gerbung zukommt.
Zu ihnen gehören Mineralstoffe, Zuckerstoffe, Eiweißstoffe, gewisse Mengen an Ligninabbaustoffen, Pektinstoffe, Dextrin, weitere Substanzen mit Phenolcharakter sowie auch harzartige Stoffe.
Die Auszüge der einzelnen ausgelaugten Gerbmittel unterscheiden sich nicht nur durch ihren Gerbstoff- und Nichtgerbstoffgehalt, durch die Art der Nichtgerbstoffe, sondern im weiteren durch ihren Säuregrad (pH-Wert) sowie auch durch ihr Schlammbildungsvermögen.
Daneben sind auch einige allgemeine Eigenschaften dieser durch Auslaugung erhaltenen Gerbmittelauszüge von Wichtigkeit. Sie alle weisen eine braune Grundfarbe auf, die bei Quebracho, Mimosarinde, Mangrovenrinde und Hemlockrinde mehr oder weniger stark nach rot, bei Valonea, Malettorinde, Algarobilla und Dividivi nach gelb und bei Sumach und Myrobalanen nach grün tendiert.
Unter dem Einfluss von Licht wird infolge Oxidationseinwirkungen eine Verdunkelung der Gerbmittelauszüge bewirkt, die sich besonders bei längerem Liegenlassen nasser Leder bemerkbar macht. Ferner stellt sich bei längerem Stehen von Gerbmittelauszügen an der Luft ein mitunter ins Gewicht fallendes Zurückgehen des Gehaltes an Gerb- und Nichtgerbstoffen ein. Am offensichtlichsten wird eine Veränderung bei der Gärung der Gerbbrühen wahrgenommen.
Als Ursache für diese Erscheinung ist etwa nicht nur die Anwesenheit von Zuckerstoffen, die reichlich in gewissen Gerbmitteln wie Fichtenrinde, Eichenrinde, Myrobalanen und Algarobilla vorhanden sind, sowie sonstigen Nichtgerbstoffen anzusehen, sondern das Auftreten von Bakterien und Pilzen, die auf mannigfache Art in die Gerbbrühen gelangen können. Die technische Bedeutung des Gärungsprozesses liegt in der Bildung organischer Säuren, von denen die Essigsäure und Milchsäure hierbei die ausschlaggebendsten sind.
Diese Säurebildung, die durch höhere Temperaturen begünstigt wird, ist die Ursache für die schwellende Wirkung gewisser alter Gerbbrühen. Die Aziditätsverhältnisse, denen bei der Lederherstellung besondere Beachtung zukommt, liegen bei den Gerbbrühen der Pyrogallolgerbstoffe etwa zwischen pH-Wert 3 und 4, bei Pyrokatechingergerbstoffen etwa zwischen 4 und 5.
Die wichtigsten Gerbmittelextrakte
Die bei der Auslaugung anfallenden Gerbbrühen weisen je nach dem eingesetzten Gerbmittel eine Stärke von 2 – 10° Bé auf. Ist man bestrebt, stärkere hochkonzentrierte Brühen oder gar feste Extrakte zu erhalten, so müssen die Brühen aus der Extraktionsbatterie eingedampft bzw. eingedickt werden, wozu allerdings ein vorheriges Reinigen (Klären) dieser Auszüge sich als notwendig erweist, zumal diese stets größere oder kleinere Mengen staubförmiger Gerbmittelteilchen, mitunter sogar unterschiedliche Mengen schwerlöslicher Gerbstoffe enthalten.
Dieses Klären geschieht in einfachster Form durch Absitzenlassen der unlöslichen Stoffe in besonderen Klärbottichen. Bei gewissen Gerbmittelbrühen wird dieser Effekt mit Rinderblut oder Blutalbumin erreicht, insbesondere bei der Aufarbeitung von Eichenholz- und Kastanienholzbrühen.
Das anschließende Eindampfen der Brühen erfolgt in sogenannten Mehrkörper-Vakuum-Verdampfapparaten. Zur genügenden Konzentrierung der Brühen bzw. zur Herstellung von festen Extrakten werden die Brühen in besonderen Apparaten, den Kestner-Verdampfern, weiterverarbeitet. Durch Vakuum-Walzentrockner werden feste Extrakte in großem Umfang hergestellt, nach einem besonderen Sprühverfahren erhält man Pulverextrakte mit einem Wassergehalt von etwa 4 – 8 %.
Gerbmittelextrakte des Handels
Eichenholzextrakt
aus Ex-Jugoslawien, Frankreich, Schweden, Nordamerika eingeführt, in flüssiger Form mit 26 – 29 %, als fester Extrakt mit 61 – 64 % und als Pulverextrakt mit etwa 74 % Gerbstoff.
Kastanienholzextrakt
hauptsächlich aus Italien als „geklärter“ oder „doppelt geklärter“ Extrakt kommend, weist je nach Auslaugung, Klärung und Entfärbung in flüssiger Form 30 bis 40 %, als fester Extrakt (in Block- oder Pulverform) 50 – 82 % Gerbstoffgehalt auf.
Quebrachoextrakt
aus Argentinien und Paraguay, und zwar als „warmlöslicher, ordinary“ Extrakt, bei dem die schwerlöslichen Anteile nur in warmem Wasser löslich sind und beim Erkalten ausfallen (Phlobaphene), mit einem durchschnittlichen Gerbstoffgehalt von etwa 66 % und ungefähr 7 % Unlöslichem,
„kaltlöslicher“, sulfitierter Extrakt mit erhöhtem Gerbstoffgehalt von 72 bis 80 % ansteigend. Durch eine besondere Behandlung der Quebrachoholzauszüge mit Sulfit bzw. Bisulfit werden die schwerlöslichen Anteile so verändert, dass dieser Extrakt mit kaltem Wasser gelöst werden kann.
Triumpf-Extrakt:
ein normaler, fester unsulfitierter Quebracho-Extrakt, der durch eine Sodabehandlung kaltlöslich gemacht wird.
Mimosarinden-Extrakt
Gleichfalls ein ausgezeichneter Gerbstoff, wird in fast allen europäischen Ländern, weiter in Nordamerika und Südafrika in flüssiger und fester Form mit durchschnittlichen Gerbstoffgehalten von 37 bzw. 62 %, heute hauptsächlich pulverförmig mit bis über 70 % Gerbstoff hergestellt. Daneben finden mit Natriumhydrosulfit behandelte Extrakte dieser Art als Bleichextrakte zum Aufhellen von Leder Anwendung.
Fichtenrinden-Extrakt
Heute vielfach durch sulfitierende Extraktion gewonnen, enthält als flüssiger Extrakt im allgemeinen 30 % Gerbstoff, als fester Extrakt (ausschließlich in Pulverform) kommt er mit 52-57 % Gerbstoff auf den Markt.
Mangrovenrinden-Extrakt
als flüssiger Gerbstoff mit 32 %, als fester Extrakt mit 60 % in großen Mengen zur Verfügung stehend, hat wegen seiner roten Farbe keine große Bedeutung bei der Lederherstellung, wird aber in England und Nordamerika unter dem Namen Cutch-Extrakt vielfach eingesetzt.
Hemlockrinden-Extrakt
Im Gerbstoffgehalt ähnlich wie Fichtenrinde, hat lediglich in USA und Kanada bei der Lederherstellung Eingang gefunden.
Sumach-Extrakt
Kommt im allgemeinen in flüssiger Form mit etwa 26 % Gerbstoff in den Handel, neuerdings auch in Pulverform mit 64 %. Nach besonderen Verfahren werden die Extrakte unter Verwendung von Blei-und Barium- sowie Magnesiumsalzen geklärt und entfärbt. Die Herstellung erfordert große Vorsicht, da der Sumach-Gerbstoff sehr hitzeempfindlich ist.
Valonea-Extrakt
wird unter der Handelsbezeichnung „Valex“ und Valonex“ mit etwa 70 % Gerbstoffgehalt aus Smyrna eingeführt.
Myrobalanen-Extrakt
aus Indien, Nordamerika sowie Europa, enthalten in flüssiger Form 26 %, als feste Gerbextrakte 59 %, neuere pulverförmige Extrakte bis 70 % Gerbstoff.
Gambir
Früher durch Auskochen der Stengel und Triebe des in Indien, China und dem malayischen Archipel beheimateten Gambir-Strauches hergestellt, wird heute in modernen Extraktionsanlagen in Block oder Würfelform mit 40 – 45 % gerbenden Stoffen gewonnen.
Die verschiedenen Gerbextrakte, die bei der Lederherstellung nur in den seltensten Fällen für sich, sondern vielmehr in Kombination miteinander eingesetzt werden, verleihen den damit gegerbten ledern ganz unterschiedliche Eigenschaften. So ist für einen zweckentsprechenden Einsatz der handelsüblichen Extrakte zur Fabrikation einer bestimmten Lederart die Kenntnis ihres gerberischen Verhaltens von besonderer Bedeutung, und zwar im Hinblick auf den Gehalt an gerbenden Stoffen, Brühenstärke, den pH-Wert, die Löslichkeit bzw. Schlammbildung und die Farbe.
Der Gerbstoffgehalt wird nach der gewichtsanalytischen Hautpulvermethode, festgelegt in den Vorschriften des internationalen Vereins für Lederindustrie-Chemiker, bestimmt. Beim Einsatz von flüssigen Gerbmittelauszügen ist die Stärke bzw. Dichte von Wichtigkeit, die mittels Aräometer gespindelt und in Baumé-Graden abgelesen wird.
Charakteristisch für die pflanzlichen Gerbextrakte ist auch die Kenntnis ihres Säuregrades, den man in pH-Werten auszudrücken pflegt. Allgemein gilt der pH-Wert, das Verhältnis von H+ zu OH-, als ein Maß für die Azidität bzw. Alkalität; er stellt eine Zahl dar, die zwischen 1 und 14 liegt. Dabei wird eine Lösung mit dem pH-Wert 7,0 als neutral gewertet, einen steigenden Säuregrad zeigen die pH-Werte von 7,0 – 1,0 (1,0 stellt den stärksten Säuregrad dar), während pH-werte von 7-14 auf steigende Alkalität hinweisen.
Ob eine Lösung neutral, sauer oder alkalisch reagiert bzw. welchen pH-Wert sie aufweist, kann mit Hilfe gewisser Farbstoffe, wie Phenolphthalein, Lackmus, Bromkresolgrün, sogenannter Indikatoren, die bei einem bestimmten pH-Wert ihren Farbton ändern, festgestellt werden. Durch Tränken von Folien in einer Mischung solcher besonderen Farbindikatorstoffe erhält man Indikatorpapiere, wie die Lyphan-Streifen, Merck-und Bayer-Indikatorpapiere.
Beim Eintauchen derartiger Indikatorpapierstreifen in die zu prüfende Lösung oder beim Aufpressen dieser auf einen Blößenanschnitt, wird durch Auftreten eines bestimmten Farbtones der Säuregrad oder Alkalitätsgrad angezeigt.
Für die technische Betriebskontrolle ist die Bestimmung des pH-Wertes früher mit dem Folien-Kolorimeter vorgenommen worden, jetzt allerdings arbeitet man mit modernen „pH-Metern“, bei denen mittels Glaselektrode die Azidität bzw. Alkalität mit äußerster Genauigkeit ermittelt wird.
Bei der Schilderung der Extraktion pflanzlicher Gerbmittel wurde bereits hingewiesen, dass nicht alle Gerbmittelauszüge klare Lösungen darstellen. Es ist bekannt, dass die bei der Auslaugung gewonnenen Brühen mitunter auch feste Bestandteile in fein verteilter Form mitführen. So ist es für den Lederhersteller auch wichtig, die Klarheit bzw. Satzbildung von Auszügen oder Gerbbrühen zu testen.
Hierzu beobachtet man in einfacher Weise einmal die Löslichkeit einer Brühe nach Einfüllen in einen Glaszylinder und anschließendem Stehenlassen für eine bestimmte Zeit, ob und in welcher Menge am Boden des Zylinders sich evtl. Schlamm abgeschieden hat. Ein Extrakt ist klar löslich, wenn eine Probe, die mit Wasser im Verhältnis 1:4 verdünnt, nach viertelstündigem Stehen keine Schlammbildung erkennen lässt.
Von besonderer Bedeutung ist weiter, welche Farbe ein Gerbmittelauszug dem Leder erteilt, zumal die einzelnen Gerbmittel erfahrungsgemäß sich durch ganz verschiedene Färbungen auszeichnen, die zwischen gelblich bis dunkelbraun streuen. Gemessen wird das farbliche Aussehen dieser Gerbauszüge bzw. Extraktbrühen mit dem bekannten „Tintometer“ nach Lovibond, das den Farbwert in Einheiten von Rot und Gelb angibt. Da diese Messart den heutigen Anforderungen nicht mehr gerecht wird, wird zweckmäßigerweise die Prüfung der Färbung mit dem Spektralphotometer, mit fotoelektrischen Apparaten oder auch mit dem Stufenphotometer nach Pulfrich vorgenommen.
Für die praktische Feststellung der Farbgebung von Gerbmittelauszügen eignen sich nach A. Gansser (Collegium 1912 und 1932) am besten Ausfärbungen auf kleinen Blößenteilen, die in einen aus dem zu testenden Gerbmittel hergestellten Auszug eingehängt werden. Nach einer gewissen Einwirkungszeit ist durch ein Anfärben bzw. Angerben der Blöße die Farbe zu erkennen, die später der Auszug dem Leder erteilt.
Weißgerbung als Gerbung mit Aluminiumsalzen Alaungerbung
Die Herstellung von Leder mit Aluminiumsalzen – hauptsächlich mit Alaun – kann wohl als eines der ältesten Gerbverfahren angesprochen werden. Mit dem Aufkommen der Chromgerbung verlor sie allerdings ihre nicht unbeträchtliche Bedeutung besonders für verschiedene Oberlederarten wegen gewisser ihr innewohnender Nachteile, so z. B. wegen ihrer ungenügenden Wasserbeständigkeit.
Die Bindung von Aluminiumsalzen an die Hautfaser geht nicht so leicht vor sich wie beim Chromsalz; deshalb lässt sich das hierbei eingesetzte Alaunsalz zum größten Teil durch Wasser wieder auswaschen.
Das am häufigsten als Gerbmittel angewandte Aluminiumsalz ist Kalialaun KAl (SO4)2 x 12 H2O, das als kristallisiertes weißes Salz in den Handel kommt. Bei normaler Temperatur lösen sich etwa 12 %, in kochendem Wasser etwa 30 %.
Neben Kalialaun hat sich das Aluminiumsulfat Al2 x (SO4)3 x 18 H2O mit 15 % Al2O3,besonders durchgesetzt.
Da die Lösungen von Alaun und Aluminiumsulfat freie Schwefelsäure enthalten, ist es bei der Weißgerbung stets angebracht, Kochsalz mit zu verwenden, um die stark schwellende Wirkung dieser freien Säuren zu unterbinden.
Aluminiumsalzlösungen lassen sich – wie die Chromsalzlösungen – durch Alkalizusatz basisch machen. Aus so eingestellten Gerblösungen nimmt die Haut mehr Aluminium auf als aus sauren oder neutralen Lösungen. Allerdings kommt es hierbei nicht zu einer festen Bindung an die Hautfaser wie beim Chrom; doch verhält sich das Alaunleder aus dieser Lösung gegenüber Auswaschen widerstandsfähiger als ein solches Leder, das eine Behandlung mit neutralen Lösungen erfahren hat.
Bei der allgemeinen Weißgerbung werden die üblich enthaarten, vollständig entkälkten, sehr gut gebeizten Blößen im Faß oder Haspel behandelt, wobei auf 100 kg Blöße etwa 8 – 10 kg Kalialaun oder 5,5 – 7 kg Aluminiumsulfat sowie etwa 25 – 30 % Kochsalz – auf Alaun berechnet – zugesetzt werden. An Wasser ist etwa die sechs- bis zehnfache Menge des Alaungewichtes erforderlich.
Zur Verbesserung des Gerbeffektes erfolgt das Basischmachen durch Zusatz von Alkalien entweder gleich zu Beginn bei Herstellung der Gerblösung oder durch anteilsmäßige Zugabe beim Gerbbeginn im bewegten Faß. Nach zweistündigem Bewegen der Blößen in diesem Salzgemisch ist die Gerbung beendet, wonach die weißgaren Blößen alsdann ohne vorheriges Auswaschen zum langsamen Trocknen bei 40° C in gut durchlüfteten Räumen aufgehängt werden.
Die getrockneten Leder sind steif und hart, sie werden zugerichtet, d. h. gestollt, gefettet und gefärbt.
Sämischgerbung
Bei der Fettgerbung denkt man in erster Linie an die Sämischledergerbung, die mit tierischen Fettsubstanzen, vornehmlich mit Fischtran, durchgeführt wird. Die Trane enthalten stark ungesättigte Fettsäuren, die leicht oxidiert werden können. Hierbei werden sie durch eine noch nicht völlig aufgeklärte chemische Reaktion an die Hautfaser gebunden. Die Sämischgerbung ergibt besonders weiche Leder, wie Fensterleder, Putzleder, in einzelnen Fällen auch besondere technische Leder, weiter Bekleidungsleder, Handschuh- und sonstige Feinleder. Die Bezeichnung „Sämischleder“ stammt entweder von dem holländischen Wort „seem“ und bedeutet „weich“ oder von dem türkischen Wort „semiz“ für Tierfett.
Für die Herstellung von Sämischleder kommen in der Hauptsache die Felle von Hirsch, Reh und Gemse, aber auch von Ziegen und Schafen zur Einarbeitung. Bereits die Wasserwerkstattarbeiten verlaufen etwas verschieden gegenüber denen bei anderen Gerbungen. Die für Sämischleder bestimmten Felle werden sehr stark geäschert, um das Fasergefüge der Haut zur Erzielung eines besonders weichen und zügigen Leders möglichst aufzulockern. Nach einem weitgehenden Hautaufschluss werden die Felle enthaart, wobei gleichzeitig der Narben mit abgestoßen wird, da sonst der als Gerbmittel verwendete Tran die Narbenschicht nur schwer durchdringen könnte. Gründlich entkälkt und üblich gebeizt kommen die Blößen alsdann zur Gerbung.
Hierbei werden sie zunächst auf der Tafel reichlich von Hand mit Fischtran, und zwar hauptsächlich Dorschlebertran eingerieben, dann in Kissen oder Ballenform zusammengefaltet und anschließend in der Kurbel- oder Hammerwalke durch Stampfen und Stoßen einer intensiven mechanischen Bewegung unterzogen, wobei der Tran richtig in die Haut eingearbeitet wird. Nach 2-3 Stunden werden die Blößen aus der Walke herausgenommen, an der Luft aufgehängt, damit das Wasser verdunstet, hierauf erneut mit Tran bestrichen und wieder gewalkt.
Dieser Vorgang wird fortgesetzt, bis die Blößen vollständig mit Tran durchdrungen sind. Zur Erreichung der eigentlichen Gerbung ist nach beendetem Walken ein Oxydationsvorgang notwendig. Hierzu werden die Blößen in einer warmen Trockenkammer aufgestapelt und mit Tüchern so lange abgedeckt, bis die entsprechende Wärmeentwicklung, die sogenannte „Brut“ eingetreten ist, wobei 40° C allerdings nicht überschritten werden dürfen. Die einzelnen Stapel werden so oft umgesetzt, bis keine Temperaturveränderungen mehr eintreten. Sind die Felle beim Anschnitt durch und durch gelb gefärbt, so ist die Brut und damit die Gerbung beendet.
Nach Abschluss dieses Arbeitsganges wird an den aus der Brut kommenden Fellen der überschüssige Tran abgestreift und die Felle alsdann im Walkfass mit einer 1%-igen starken Sodalösung bei 35° C gewalkt, wobei der überschüssige Tran herausgewaschen wird. In der zurückbleibenden Rest-Sodalösung ist der Tran emulgiert, eine Fettemulsion, die man „Weißbrühe“ oder „Urläuter“ nennt. Die aus dem Sämischleder durch Ausstreichen sowie die durch das alkalische Auswaschen entfernten Anteile oxidierter Trane, als „Moellon“ oder „Degras“ bezeichnet, bilden wegen ihrer guten Emulgierfähigkeit mit Wasser und ihrer guten Bindefähigkeit an gegerbte Lederfasern ein geschätztes Fettungsmittel für die Lederherstellung.
Nach dem Auswaschen zeigt das Sämischleder eine unerwünschte dunkle Farbe, die durch Bleichen aufgehellt werden kann. Dies erfolgte früher in der Sonne, heute ausschließlich mit chemischen Mitteln, die Sauerstoff entwickeln. Zum Erhalt eines guten Sämischleders ist insbesondere die richtige Auswahl der Trane von Wichtigkeit. Erfahrungsgemäß erhält man durch die Verwendung von Dorschlebertranen, deren Jodzahl zwischen 120 und 160 liegt, den günstigsten Gerbeffekt. Hai-und Waltrane ergeben ein hartes Leder; Sardinentran verhält sich etwas günstiger.
Das so ausschließlich mit Tran gegerbte „Altsämischleder“ ist durch eine Schrumpfungstemperatur von 60 – 70° C charakterisiert, weist aber gute Festigkeitseigenschaften, eine gute Weichheit und Zügigkeit sowie ein hohes Saugvermögen auf.
Sämischgerbung, Fettgerbung, Aldehyd- und Chinongerbung
aus Fitz Stather – Gerbereichemie und Gerbereitechnologie 1967
Neben der Gerbung mit pflanzlichen und synthetischen Gerbstoffen und den Mineralgerbverfahren besitzt die Gerbung mit anderen organischen Gerbmitteln nur untergeordnete Bedeutung. Von den in Frage kommenden Gerbarten, der Gerbung mit Fettstoffen, der Gerbung mit Aldehyden und der Gerbung mit Chinon, wird lediglich die Fettgerbung für sich allein angewandt, während die Gerbung mit Formaldehyd oder anderen Aldehydmodifikationen fast ausschließlich nur in Kombination mit anderen Gerbarten zur Anwendung kommt und die Chinongerbung kaum mehr als theoretisches Interesse besitz
Die Gerbung mit Fettstoffen
Fette und Öle gehören zu den am frühesten bekannten Mitteln, tierische Haut beim Auftrocknen weich und geschmeidig zu erhalten und ihr gleichzeitig eine gewisse Widerstandskraft gegen Wasser und verminderte Fäulnisfähigkeit zu erteilen. Trotzdem kommt nur einer beschränkten Anzahl von pflanzlichen und tierischen Ölen und Fetten wirkliche Gerbwirkung zu.
Unverseifbare, mineralfettartige Substanzen gehen als Kohlenwasserstoffe infolge ihres chemisch indifferenten Verhaltens weder haupt- noch nebenvalenzartige Bindungen mit der Hautsubstanz ein und werden nur mechanisch in den Lederfaserzwischenräumen eingelagert. Sie lassen sich durch Extraktion restlos wieder aus dem Lederfasergefüge entfernen, ohne dass die Art des Fettungsprozesses, die Menge der eingebrachten Substanzen oder die Art der Lagerung des gefetteten Leders einen Einfluss auf die Extrahierbarkeit ausüben.
Bei den verseifbaren tierischen und pflanzlichen Fettstoffen ist die Intensität der Bindung an die Hautsubstanz unterschiedlich, und nur bei sehr wenigen Produkten wird ein ausgesprochener Gerbeffekt erreicht, obwohl eine gewisse Reaktionsfähigkeit der Fettsäuretriglyceride mit pflanzlich gegerbter Lederfaser, vor allem aber mit Chromleder, sehr viel häufiger vorhanden ist. Das Fett der Landsäugetiere hat fast keine gerbende Wirkung auf Hautsubstanz. Solches in die Haut eingebrachte Fett lagert sich zwischen den Lederfasern ein, übernimmt die Rolle des Quellungswassers, wirkt als Schmiermittel zwischen den Hautfasern und macht sie gegeneinander verschiebbar.
Nach der Extraktion des eingelagerten Fette wird aber die Blöße in ihrem ursprünglichen Zustand wiedererhalten. Anders verhalten sich die Öle von gewissen Meeressäugetieren und Fischen, die Trane, die einen mehr oder weniger hohen Gehalt an ungesättigten Glyceriden aufweisen, aber auch ungesättigte vegetabilische Öle, wie Leinöl, Rüböl, die eine ausgesprochene Gerbwirkung unterschiedlicher Intensität auszuüben vermögen. Nicht jedes ungesättigte Öl ist für eine Gerbung gleich geeignet, z. B. besitzt Olivenöl trotz seines ungesättigten Charakters kein Gerbvermögen, während Haitran, Waltran, Robbentran und insbesondere Dorschlebertran gerbende Wirkung besitzen.
Trane mit einer Jodzahl zwischen 120 und 160 sollen für eine Fettgerbung geeignet sein, während bei Jodzahlen unter 120 das Reaktionsvermögen für eine Gerbung als zu gering, bei Jodzahlen über 160 als zu stark angesehen wird. Das Gerbvermögen verschiedener Tranarten gemessen an der Menge unextrahierbar von der Haut gebundenen Fetts, weist bei Gerbtemperaturen von 30 °C keine größeren Unterschiede auf, wohl aber sind bei Steigerung der Temperatur auf 60°C bei einzelnen Tranen erhebliche Steigerungen des Gerbvermögens festzustellen.
Dabei darf die Jodzahl eines Trans allein nicht als Maß für die gerbenden Eigenschaften angesehen werden, da bei gleichen Jodzahlen bis zu doppelt so große Gerbwirkung ermittelt wurde. Die Angabe, dass eine hohe Säurezahl neben ausreichender Jodzahl Vorbedingung für eine brauchbare Gerbwirkung von Fetten sei, wurde widerlegt.
Chemie der Fettgerbung
Die Anschauungen über den Ablauf des Fettgerbungsprozesses haben manche Wandlung erfahren, restlos ist die Chemie der Fettgerbung noch nicht geklärt. Das gerbende Prinzip der Fettgerbung in den ungesättigten freien Fettsäuren mit mindestens zwei Doppelbindungen und deren Überführung in Oxifettsäure zu erblicken. Bei der Oxidation sollen die Doppelbindungen im Fettsäuremolekül unter Bildung von Peroxidbrücken aufgespalten werden, ein Teil des entstehenden Di-Peroxids soll mit den Aminogruppen des Kollagens reagieren und der Rest eine molekulare Umlagerung unter Bildung von Oxigruppen erleiden.
Fahrion erklärt die Fettgerbung als rein chemischen Vorgang, bei welchem die Hautfaser die Rolle der Base, die teilweise oxidierte Tranfettsäure die Rolle der Säure spielt. Mitwirkung der Luft ist notwendig, Licht wirkt beschleunigend. Die Fahrionsche Theorie der Peroxidbildung während der Fettgerbung konnte durch die Feststellung während der Fettgerbung stark zu einem Maximum ansteigender und dann wieder abfallender Peroxidwerte des Fettes eine erneute Stütze finden. Nach L. Meunier wird die Gerbwirkung der Trane durch Fettsäuren mit vier Doppelbindungen bedingt, von denen mindestens zwei sich unter Sauerstoffaufnahme in Peroxide umwandeln müssen.
Für eine gute Fettgerbung sind die Tranfettsäuren mit ihren vier oder fünf Doppelbindungen geeigneter als Rüböl oder Leinöl. B. N. Mathur vertritt die Anschauung, dass sich der Prozess lediglich zwischen den Molekülen des Kollagens, der ungesättigten Fettsäuren und des Wassers derart abspielt, dass zuerst die durch Hydrolyse des Öls gebildete Fettsäure durch Einwirkung von Wasser ohne Mitwirkung des Luftsauerstoffs in Oxifettsäure übergeht und diese Oxifettsäure dann unter Wasseraustritt mit einer Aminogruppe der Haut reagiert.
Die Stellung der Doppelbindungen in den ungesättigten Glyceriden eines Öls, insbesondere ihre Entfernung von der Carboxylgruppe, soll dabei einen wichtigen Einfluss auf dessen Gerbwirkung ausüben. Im Gegensatz zu W. Fahrion bestreitet N. Mathur die Bildung der Oxisäuren durch Autoxydation mittels Luftsauerstoffs, während andererseits wiederum gezeigt werden konnte, dass nur in sauerstoffhaltiger, feuchter Luft ein einwandfreier Gerbeffekt erreicht wird und die Oxidationsgeschwindigkeit von Tranen nach Einbringen in die Hautblöße als Maß zur Beurteilung der Gerbfähigkeit angesehen wird.
Obwohl die Entstehung erheblicher Mengen Oxifettsäuren bei der Sämischgerbung als feststehend angesehen werden kann, scheint eine Wechselwirkung zwischen den basischen Gruppen der Haut und den Oxifettsäuren in keiner Weise erwiesen und wenig wahrscheinlich. Degras besitzt trotz gegenüber den ursprünglichen Tranen stark erhöhtem Gehalt an Oxifettsäuren kein Gerbvermögen. Da eine nennenswerte Verminderung des Aminstickstoffs der Haut durch Sämischgerbung nicht festgestellt werden kann, wurde auch eine esterartige Verbindung zwischen Oxifettsäuren und den Carboxylgruppen der Haut in Erwägung gezogen. Nach G. Vago, J. Reti und P. Varga ist im Verlauf der Sämischgerbung die Möglichkeit gegeben, dass die ungesättigten Verbindungen des Trans mit den infolge Autoxidation aus Hydroperoxidgruppe und freien Fettsäuren entstehenden Persäuren Epoxyverbindungen ergeben.
Diese Epoxyverbindungen gehen zwar zum großen Teil in nichtgerbende Oxifettsäuren über, können sich aber zum Teil auch gerbend mit dem Kollagen verbinden. Fettgerbung soll nur an einwandfrei entkälkten Blößen im pH-Gebiet 5,5-6 möglich sein, während von anderer Seite ein nennenswerter pH-Einfluss bei der Fettgerbung verneint wird. Nach V. Czepelak ist indessen eine durch das nachträgliche alkalische Auswaschen erreichte neutrale oder schwach alkalische Reaktion zur Erreichung eines Gerbeffekts Voraussetzung. P. Chambard und L. Michallet betrachten den Fettgerbprozess als aus zwei Phasen bestehend. Die erste Phase einer chemischen Reaktion zwischen Hautkollagen, freien Fettsäuren eines oxidierbaren Öls, Sauerstoff und Wasser bedeute die eigentliche Gerbung, die zweite Phase einen Adsorptionsvorgang neutraler oxidierter und polymerisierter Glyzeride und Fettsäuren, durch den das fettgare Leder seine charakteristischen Eigenschaften erhalte.
A. Künzel und Th. Nungesser nehmen in Anlehnung an die erstmalig von H . R. Procter geäußerte und von M. P. Balfe wieder aufgegriffene Aldehydgerbungstheorie der Sämischgerbung an, dass bei der Autoxidation von Gerbertranen als Oxidationsprodukt von hochungesättigten Fettsäuren in erster Linie kurzkettige Dialdehyde wie Glyoxal, außerdem auch einfache ungesättigte Aldehyde wie Acrolein und Crotonaldehyd entstehen, die zum größten Teil von der Hautsubstanz gebunden werden. Die Glycerinkomponente des Trans liefert unter den Bedingungen der Tranoxidation kein Acrolein.
Eine chemische Bindung von Fettsäuren an die Hautsubstanz wird als unbewiesen und unwahrscheinlich angesehen. Daneben sollen aber auch Polymerisationsprodukte von oxidierten Fettsäuren eine gewisse Rolle spielen, indem sie einen feinen Film um die Hautfasern herum bilden, der durch Fettlösungsmittel nicht extrahiert werden kann. Neuestens stellt F. Elsinger fest, dass bei der Autoxidation von Sämischtranen eine Vielzahl von Carbonylverbindungen entsteht und keineswegs vorzugsweise Acrolein. Da eine Acroleingerbung eine so starke Erhöhung der Schrumpfungstemperatur der Blöße verursacht, wie sie bei der Trangerbung nie erreicht wird, kann sie nicht maßgeblicher Faktor der Trangerbung sein.
V. Czepelack führt den Gerbeffekt auf zweierlei Gerbwirkungen zurück, die Gerbwirkung des eigentlichen Trangerbstoffs, einer Verbindung von Aldehyden mit oxidierten Fettsäuren, welche ein weiches und zügiges Leder liefert, und die Gerbwirkung von Aldehyden, die ein hartes und blechiges Leder liefert. Die Qualität des Sämischleders ist davon abhängig, in welchem Ausmaß die eine oder andere Gerbart vorherrscht. Ähnliche Ansichten wurden auch von R. Airoldi vertreten. Über den Verlauf der Polymerisation ungesättigter Fette bei der Autoxydation bestehen zahlreiche Theorien, wobei die Meinungen über das Verhalten der Trane mit einfach ungesättigten Fettsäuren und solchen mit konjugiert ungesättigten Fettsäuren noch auseinandergehen.
Chromgerbung
Vorteil der Chromgerbung besteht darin: Das Gerbverfahren ist schnell, leicht zu steuern und unterschiedliche Lederarten können mit der gleichen Hauptgerbung erreicht werden.
Als Nachteil ist zu erwähnen, dass die erhaltenen Leder nicht so dick und nicht so faserbeständig wie pflanzlich gegerbte Leder sind. Weiter sind sie durch eine typische starke graublaue bis grau-grüne Lederfarbe charakterisiert.
Während bei der pflanzlichen Gerbung die Teilchen in der durch die Natur gegebenen Größe in die Haut eingelagert werden müssen, wodurch die normalen pflanzlichen Gerbverfahren verhältnismäßig langsam verlaufen, können die Chromgerbstoffe, die sehr kleinteilig sind, schnell in die Haut eindringen. Erst im Innern der Haut erfolgt dann die Vergrößerung der Gerbstoffe bis zur Gittervernetzung.
Die Angerbung muss deshalb in einem sehr sauren Bad erfolgen, wobei die Säure die gesamte Blöße durchdrungen haben sollte. Diese Vorbehandlung nennt man den Pickel, eine Behandlung der Blößen mit einer Säure-Salzlösung.
Durch das Pickeln der Blößen vor der eigentlichen Chromgerbung soll folgendes erreicht werden:
- Aus den Blößen soll der Kalk restlos entfernt werden.
- Die von den Blößen aus dem Pickel aufgenommene Säure soll ein gleichmäßiges Eindringen des Chromgerbstoffes in das Fasergefüge bewirken, wobei gleichzeitig die Basizität der Chrombrühe verringert und dadurch ein langsames, gleichmäßiges Angerben der Blöße herbeigeführt wird.
Allgemein besteht der Pickel aus einer Lösung von Salz und Säure, in der immer Kochsalz, als Säure Schwefel- oder Salzsäure, mitunter auch Ameisensäure, verwendet werden. Wichtig ist dabei eine ausreichende Salzzugabe (meist Natriumchlorid-Kochsalz), um die Schwellung des Hautmaterials zu verhindern.
Die tierische Haut schwillt sowohl durch Alkali – im Äscher durch Schwefelnatrium und Kalk – als auch durch Säure. Erst bei einer Salzkonzentration von mindestens 6 % NaCl, berechnet auf die Flotte (Wassermenge), tritt keine Säureschwellung der Haut mehr ein.
Wichtig ist aber, dass die Blöße erst von der Salzlösung voll durchdrungen ist, bevor die Säure auf die Haut einwirkt. Daraus ergibt sich der Pickelansatz und die Reihenfolge der Zugabe. Zuerst wird die abgemessene Wassermenge vorgegeben, dann darin das Salz gelöst und gut verteilt. Danach werden die Blößen zugegeben und – nach einer der Stärke des Hautmaterials angepassten Laufzeit von 10 bis 20 Minuten – die verdünnte kalte Säure langsam bei ständiger Bewegung des gesamten Ansatzes zugesetzt. Ein normaler Pickelansatz besteht aus
- 80 – 150 % Wasser (berechnet auf das Blößengewicht)
- 6 – 10 % NaCl (berechnet auf die Wassermenge)
- 0,5 – 2,0 % Schwefelsäure konzentriert (berechnet auf Blößengewicht).
Diese Rezeptur gilt für die Arbeit im Fass oder anderen bewegten Gerbgefäßen.
Zur Kontrolle der Salzkonzentration gibt die Messung der Dichte der Lösung mit der Baumé-Spindel wichtige Anhaltspunkte. Die Dichte der Salzlösung sollte nicht unter 6° Bé liegen. Auf diese Weise kann der Pickel noch kurz vor der Säurezugabe überprüft und evtl. durch weitere Salzzugabe genau eingestellt werden.
Der Pickel ist auch ein Konservierungsverfahren, das für manches Rohhautmaterial heute noch angewandt wird. In vielen Ländern werden die Rohfelle bis zu einem Zwischenstadium gearbeitet. Es handelt sich einmal um die Möglichkeit – z. B. bei Schaffellen – die Wolle im Land selbst zu belassen und zum anderen auf weite Sicht selbst eine Industrie aufzubauen.
Dabei werden die Felle bis zum gepickelten Zustand gearbeitet und in Fässern verpackt dem Gerber zur Weiterverarbeitung zur Verfügung gestellt. Oft werden den Pickelansätzen auch bakterizide oder fungizide Hilfsstoffe zugesetzt. Sie dienen dazu, evtl. Bakterien- oder Pilzschäden zu verhindern, da z. B. durch Pilzkolonien ein Angriff auf das Hautmaterial eintreten kann. Dazu sind diese Pilzmycele oft auch noch intensiv gefärbt, so dass auch dadurch die Pickelblößen verfärbt werden. Es gibt Pilze, die z. B. rote, schwarze, grüne oder braune Farbstoffe in der Blöße ablagern. Diese Verfärbungen lassen sich kaum noch entfernen.
Mitunter wird empfohlen, die Pickelsäure durch ein Aluminiumsalz zu ersetzen und in folgender Zusammensetzung zu arbeiten:
- 100 % Wasser
- 2 – 5 % Aluminiumsulfat
- 5 -10 % Kochsalz,
wobei durch Hydrolyse ebenfalls Säure entsteht. Der Narben wird dabei etwas angegerbt und zieht sich nicht zusammen, auch wenn bei der späteren Gerbung mit hochbasischen Chrombrühen gearbeitet wird.
Im Handel werden bestimmte Produkte angeboten, bezeichnet als Salzarme Pickel, die die Blößen sauer stellen, aber nicht schwellen.
Zur besseren Durchpickelung bei starkem Blößenmaterial wird hierbei allerdings etwas Salz (Natriumformiat 1 – 2 %) verwendet. Das Pickeln verläuft bei 15 – 25° C. Als beendet kann der Pickelprozess angesehen werden, wenn die Blößen im Schnitt den gewünschten pH-Wert zeigen, was sich mit Indikatoren wie Bromkresolgrün bzw. Bromphenolblau leicht feststellen lässt. Im Endzustand können die Blößen in der Pickelbrühe oder über den Bock geschlagen beliebig lange gelagert werden.
Einbadgerbung
Die Einbadgerbung besteht in einer Behandlung der gepickelten Blößen mit Chromsalzen, die durch Basischmachen in gerbende Verbindungen übergeführt werden, so dass sie rasch und gleichmäßig von der Haut aufgenommen werden und dabei ein glatter und geschmeidiger Narben entsteht.
Die goldene Gerberregel gilt auch für die Gerbung mit Chromsalzen, wobei mit milden, kleinteiligen und wenig adstringenten Brühen angegerbt und mit größerteiligen, stärker adstringenten Brühen ausgegerbt wird. Es ist aber nicht wie bei der pflanzlichen Gerbung erforderlich, anfangs mit besonders schwachen Brühen zu arbeiten, wenn nur darauf geachtet wird, dass die Anfangsbrühen eine geringe Basizität aufweisen.
Dies zu gewährleisten ist aber gerade Aufgabe des vorausgehenden Pickels. Im Verlauf der Einbadgerbung sollen Teilchengröße und Basizität zunehmen. Deshalb wird die Pickelwirkung allmählich durch Zugabe alkalischer Hilfsmittel teilweise aufgehoben – der Gerber nennt es Abstumpfen.
Praktische Gerbung
Früher wurden die gepickelten Blößen im Faß langsam angegerbt, indem die erforderliche Chromgerbstoffmenge als vorbereitete Lösung in mehreren Anteilen aufgegeben wurde. Das war arbeitsaufwendig und hatte viele Fehlerquellen.
Heute wird in der Regel im gleichen Gefäß und in der gleichen Flotte gepickelt und gegerbt. Nach Kontrolle der Pickelwirkung gibt man den gesamten Bedarf an III-wertigen Chromgerbstoffen für die jeweilige Partie in Form von feinstgemahlenem grünen Pulver ungelöst durch die Fasstüre zu. Bei der starken Bewegung verteilt und löst sich dieser Gerbstoff in kurzer Zeit. Nach ca. 30 – 60 Minuten erscheint der ganze Querschnitt der Blöße gleichmäßig grün angefärbt.
Jetzt darf man annehmen, dass das Blößenmaterial mit Chromsalzen durchdrungen ist, und man kann durch Zugabe verdünnter Soda- oder Bikarbonatlösung die Basizität und damit die Gerbwirkung steigern. Als günstige Basizität zur Ausgerbung der meisten Chromlederarten wird der Wert von 50 % angesehen. Dieser Wert und die Menge an Abstumpfungsmittel, die notwendig ist, um ihn zu erreichen, kann berechnet werden. Wichtig ist, dass die Basizität langsam und gleichmäßig angehoben wird und nicht sprunghaft in kurzer Zeit, was zu Narbenzug und Chromflecken führen könnte.
Die erforderliche Gerbstoffmenge richtet sich nach der Lederart, die hergestellt werden soll. Sie wird angegeben in % Chromoxid (Cr2O3), bezogen auf das Blößengewicht. Die meisten Lederarten sollten 1,8 – 2,5 % Chromoxid aufnehmen. Da die Chromgerbstoffe der einzelnen chemischen Fabriken unterschiedlichen Gehalt an Chromoxid aufweisen, kann die abzuwiegende Menge für die gleiche Gerbwirkung recht verschieden sein. Ob ein Leder durchgegerbt ist, prüft man durch die sogenannte Kochprobe.
Kochprobe
Hierzu wird der Umriss des zu prüfenden gegerbten Leders auf Papier aufgezeichnet, danach bringt man das Lederstückchen eine Minute in siedendes Wasser und anschließend legt man es wieder auf das Papier zurück und überzeugt sich, ob eine Flächenveränderung eingetreten ist. Hat es seine ursprüngliche Größe und Weichheit eingehalten, ist es „kochgar“. Die Schrumpfung darf höchstens 5 % betragen. Liegt ein stärkeres Schrumpfen vor, dann muss das Leder noch weiter abgestumpft werden. Die alsdann aus der Gerbung kommenden Leder hängt man glatt über den Bock oder auf Paletten und lässt sie ein bis zwei Tage zur Fixierung des Gerbstoffes liegen.
Außer der oben geschilderten Gerbmethode können bei der Einbadgerbung auch andere Arbeitsweisen zur Anwendung kommen. Manche Betriebe benützen nach dem Pickel die Hälfte oder 1/3 der Pickelbrühe für die Gerbung und lassen durch die hohle Achse eine Chrombrühe von hoher Basizität allmählich in die Pickelbrühe fließen. Allerdings ist hierbei zur Erreichung der Kochbeständigkeit ein abschließender Sodazusatz notwendig.
Des weiteren können gepickelte, abgetropfte Blößen mit einer 0 % basischen Lösung von 5 % Chromalaun unter Zusatz von 5 % Kochsalz angegerbt und dann nach 1/2- bis 1-stündiger Angerbung durch allmähliche Zugabe von 40 – 50 % basischer Chrombrühe ausgegerbt werden.
Chromtrockengerbung
Bei einer weiteren Ar der Chromgerbung, der sogenannten Chromtrockengerbung, werden die ungepickelten Blößen in nur wenig (etwa 30 %) ca. 20° Bé starker Chrombrühe (das sind 60 – 75 g Chromoxid im Liter) mit einer Basizität von 40 – 50 % im Faß gewalkt. In nur wenigen Stunden ist der Gerbprozess beendet. Ein Narbenziehen ist bei dieser Gerbung nicht zu befürchten.
Maskierte Chromgerbstoffe
Eine gleichmäßige Gerbung der Leder, einen feineren Narben, eine bessere Lederfülle und eine gute Brühenausnutzung erreicht man bei der Durchführung der Chromgerbung unter Verwendung von maskierten Chromgerbstoffen. Solche Chromgerbstoffe werden von der chemischen Industrie in Pulverform angeboten oder man erhält sie, wenn man normalen Chrombrühen vor oder während der Gerbung kleinere Mengen bestimmter organischer Säuren (z. B. Ameisensäure, Essigsäure oder Oxalsäure bzw. deren Alkalisalze, wie Natriumformiat, Natriumoxalat usw.) zusetzt. Durch Maskierung mit derartigen komplexaktiven Verbindungen eingestellte Chrombrühen erweisen sich weniger empfindlich gegen Zusätze, die ein Ausfällen des Chroms bewirken, ihre Adstringenz wird gemildert und folgemäßig werden auch bestimmte Eigenschaften des Leders dadurch verändert.
Je nach Art des Maskierungsmittels können mehr oder weniger große Füllesteigerungen erzielt werden. Für die richtige Führung einer Einbad-Chromgerbung ist die Kenntnis der wesentlichen Messwerte sehr wichtig. Diese Messwerte sind:
- pH-Wert der Blößen vor Zugabe des Chromgerbstoffes
- Gehalt des Chromgerbstoffes an Chromoxid Cr2O3
- Basizität des Chromgerbstoffes
- Vorhandensein, Art und Intensität einer Maskierung
Je nach der herzustellenden Lederart wird man bestimmte Endwerte anstreben, die in unterschiedlicher Weise erreicht werden können, aber stets geprüft werden sollten.
- End-pH-Wert der Gerbflotte
- Endtemperatur der Gerbflotte
- Kochprobe oder Prüfung der Temperaturbeständigkeit
Aus wirtschaftlichen Gründen und im Hinblick auf die Abwasserreinigung soll eine möglichst restlose Aufnahme des eingesetzten Chroms durch die Haut angestrebt werden, was durch eine Untersuchung der Restflotte geprüft wird.
Fehler bei der Chromgerbung
Bei der Chromledergerbung ist man bestrebt, ein Leder mit einem festen, geschlossenen Narben zu erhalten, der zugleich genügend geschmeidig und glatt ausfallen soll. Es muss daher beim Verlauf der Gerbung vermieden werden, dass eine übermäßige Säureschwellung sowie ein zu rasches Angerben auftritt.
Weiter muss darauf geachtet werden, dass die gepickelten Blößen keinesfalls in Gerblösungen eingebracht werden, die weniger als 6 % Kochsalz enthalten. Andernfalls besteht die Gefahr einer Säureschwellung mit der Folge eines groben und losen Narbens. Ein überschüssiger Zusatz von Salz führt zu einem flachen Leder.
Werden Blößen gleich in stark basische Chrombrühen eingebracht, so bewirkt dies ein zu starkes Anfallen des Chromgerbstoffes an die Außenschichten und hat zur Folge, dass der Narben leicht brüchig wird. Eine weitere Fehlermöglichkeit bei Chromleder ist durch das Auftreten dunkler, wolkenartiger Flecken unterschiedlicher Größe gegeben, die auf eine ungleichmäßige Chromablagerung in der Narbenschicht zurückzuführen sind. Ausgelöst kann diese werden, wenn einerseits die Blößen unsachgemäß entkälkt zur Gerbung kommen oder wenn zu stark basische Brühen eingesetzt werden und wenn beim Basischmachen die Sodazugabe zu rasch und in zu starker Lösung vorgenommen wird. Eine Beseitigung dieser Chromflecken aus dem Leder ist nicht möglich.
Chromgerbstoffe und Chromgerbung
1948 aus Stather Gerbereichemie und Gerbereitechnologie,
Nur selten hat die Einführung eines neuen Erzeugungsverfahrens auf irgendeinem Gebiete der angewandten Technik die gesamte wirtschaftliche Struktur des berührten Gebietes so grundsätzlich verändern können wie die Einführung des Chromgerbverfahrens in die Ledererzeugung, nur selten hat ein in seinen Grundprinzipien erkanntes Verfahren so lange Zeit bis zu seiner wirklichen technischen Ausnutzung benötigt wie die Chromgerbung.
Die Chromgerbung war es, die die wirtschaftliche Umwandlung von der handwerklichen Gerberei zum industriellen Ledererzeugungsbetrieb und Großbetrieb mit seiner umfangreichen maschinellen Ausrüstung ermöglichte, die Chromgerbung war es, die die bis dahin neben etwas Alaungerbung und Fettgerbung dominierende Methode der pflanzlichen Gerbung in ihrer Bedeutung beträchtlich zurückdrängte. Dem deutschen Technologen F. Knapp gebührt die Ehre, die gerbende Wirkung der dreiwertigen Chromsalze entdeckt zu haben.
Aus seiner 1858 veröffentlichten klassischen Arbeit „über die Natur und das Wesen der Gerberei und des Leders“ ist ersichtlich, daß er bereits wußte, daß die normalen Chromsalze als Gerbmittel wenig geeignet sind, daß er die wesentlichen Bedingungen und Eigenschaften einer brauchbaren Chromgerbbrühe, die Notwendigkeit der Anwesenheit des Chromgerbsalzes in basischer Form und auch die Bedeutung des Neutralsalzgehalts kannte.
Daß seine Arbeit keinen praktischen Erfolg hatte, hat seinen Grund in der Tatsache, daß das Problem der Chromgerbung nicht nach rein wissenschaftlichen Gesichtspunkten gelöst werden konnte, vielmehr für diese dem vorherrschenden pflanzlichen Gerbverfahren ganz wesensfremde Gerbungsart erst neue Einzelprozesse der Fettung, der Zurichtung und. vor allem der maschinellen Ausrüstung geschaffen werden mußten.
Die erste praktische Anwendung eines Chromgerbverfahrens in großwirtschaftlichem Maßstab ermöglichte das 1884 dem Amerikaner A. Schultz 1) patentierte Verfahren der sogenannten Zweibadchromgerbung, d. h. der Behandlung der Blöße mit Chromsäurelösung und nachfolgender Reduktion der aufgenommenen Chromsäure zu gerbendem basischem Chromsalz.
Die Einführung der Einbadchromgerbung mit dreiwertigen Chromsalzen in die Praxis in Anlehnung an die grundsätzlichen Erkenntnisse Knapps gelang nach langjährigen, wenig erfolgreichen Versuchen 1893 M. Dennis 2). Auf den inzwischen gesammelten praktischen Erfahrungen mit der Zweibadgerbung aufbauend, könnte das Einbadchromgerbverfahren bald das Zweibadverfahren fast völlig verdrängen. Die Entwicklung und Verbreitung der Chromgerbung in Europa fand in H. R., Procter einen eifrigen Förderer, auf dem auch die Einführung des als Nebenprodukt der Alizarinfabrikation billig zur Verfügung stehenden Chromalauns als Chromgerbmittel zurückzuführen ist.
(geschichtlicher Überblick 1948) 1) Amerikanisches Patent 291784 2) Amerikanisches Patent 495028
Chemische und komplexchemische Grundlagen der Chromgerbung
Quelle: SONDERDRUCK 143 aus LEDER- UND HÄUTEMARKT „Gerbereiwissenschaft und Praxis„ Oktober und November 1978 von Dr. Johannes Otto aus der Arbeit der Westdeutschen Gerberschule, Reutlingen
Diese Ausarbeitung hier befaßt sich mit den chemischen und komplexchemischen Vorgängen der klassischen Chromgerbung; dabei werden die Hydrolyseerscheinungen der Chromsalze in Brühen durch die Brönsted – Lowry -Theorie der Protolyte ersetzt. Mit den daraus resultierenden Säurekonstanten werden kleinere Berechnungen angestellt.
Ein kleiner Teil der Abhandlung beschäftigt sich mit dem chemischen Aufbau von Chromkomplexen und beschreibt den räumlichen Bau von Mehrkernkomplexen. Des weiteren sind die wichtigsten Vorgänge wie Abstumpfen, Basizität, Verolung, Komplexaffinität, Maskierung und Entmaskierung mit für die Praxis wichtigen Beispielen erläutert. Am Ende werden die Vorgänge der Gerbung, der Entsäuerung und Trocknung vom komplexchemischen Standpunkt aus beleuchtet.
Der letzte Abschnitt setzt sich mit der Teilchengröße der Gerbstoffe auseinander und behandelt zum Vergleich die Gerbintensität der mineralischen und vegetabilen Gerbung.
Das Metall Chrom und seine Verbindungen
Das Metall Chrom und seine Verbindungen sind nicht nur für den Gerber, sondern für die gesamte Wirtschaft von großer Bedeutung. Chrom kommt als Chromeisenstein Cr2O3 • 2FeO als graues Mineral in der Natur vor. Der größte Teil des gewonnenen Chroms wandert in die Stahlindustrie (Chromstähle), hier wird der Chromeisenstein mit Koks zum Ferrochrom reduziert. Zur Herstellung von löslichen Chromverbindungen muß das Chrom vom Eisen durch einen alkalischen oxydierend wirkenden Röstprozeß in Drehrohr- oder Ringherdöfen bei 1000° C getrennt werden. Nach Auflösen des Schmelzkuchens in Wasser und anschließender Filtration (Entfernung von Fe2O3) entsteht nach Absäuern Natriumdichromat (Na2Cr2O7). Dieses sechswertige Chrom hat ein hohes Oxidationspotential (E0 = 1,35 Volt) und dient unter anderem in der chemischen Industrie in schwefelsaurer Lösung seit langem als geschätztes Oxidationsmittel, um z. B. Farbstoffzwischenprodukte zu oxydieren. Das entstandene Chromsulfat kann zwar elektrochemisch wieder aufoxidiert werden, ein großer Teil dieses Salzes wird modifiziert und der Gerberei als Chromgerbmittel in gelöster oder fester Form angeboten. Durch Umsatz mit Soda entsteht ein 33,3% basisches Chromsulfat.

Auch bei der praktizierten Reduktion des Dichromates mit gasförmigem Schwefeldioxid gemäß nachstehend aufgeführter Formelgleichung

entstehen Neutralsalz und Chromoxid im äquimolekularen Verhältnis. Die Basizität des Gerbsalzes stellt sich automatisch auf 33,3% ein. Das B hinter den Firmennamen der Chromgerbextrakte deutet auf ein basisches Salz hin. Die Basizität beschreibt das Verhältnis der basischen Gruppen (Hydroxidgruppen) zu den Gesamtvalenzen des Chroms. Sie kann in Zwölftel-Angabe (Freiberger Basizität) oder nach Schorlemmer in Prozent-Dimension angegeben werden.
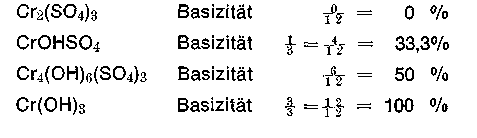
Bei der Umwandlung von 1 Mol Chromsulfat in 33,3% basisches Chromsulfat wird 1 Mol Soda benötigt. Da die Molekularmassen von Cr2O3 = 152, von Na2SO4 = 142 annähernd gleich sind, enthält ein handelsüblicher Chromextrakt (Chromosal B, Chromitan B) Cr2O3 und Na2SO4 (Neutralsalz) in annähernd gleichen prozentualen Verhältnissen.
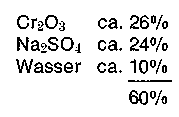
Da der Rest zu 100% (ca. 40%) zum Chromgerbstoff gehört, ist das Verhältnis Cr2O3 zu Chromgerbmittel 26 : 66 wie 1 : 2,5. Alle Chromsalze — auch die 50% basischen Chromsalze — besitzen eine saure Reaktion. Zum besseren Verstehen dieser Reaktion ruft man sich die Brönsted’sche Theorie ins Gedächtnis. Die Säure – Base -Theorie der Stoffe hat die gleiche Wandlung erfahren wie die Theorie der Reduktions- und Oxidationsmittel.

Bei Elektronenabgabe wird dieses zum Oxidationsmittel. Beide zusammen bilden ein korrespondierendes Paar. Da freie Elektronen nicht existent sind, gehört zu jedem reagierenden Reduktionsmittel ein Partner (Oxydationsmittel), der diese Elektronen aufnimmt. Ein Oxydationsmittel ist demzufolge ein Elektronenfänger (Acceptor). 2 entsprechende korrespondierende Paare bilden ein Red-Ox-System.

Die beiden Partialvorgänge des Red-Ox-Systems heißen Oxydation und Reduktion.

Das sechswertige Chrom wird durch das zweiwertige Eisen zum dreiwertigen Chrom reduziert. Meist geht der pH-Wert in Red-Ox-Systeme ein, wodurch noch im stark sauren Gebiet das Oxydationspotential ansteigt.

Theorie nach Brönsted-Lowry

Nach Abgabe von H+ wird auch hier die Säure zur korrespondierenden Base. Eine Base ist somit ein H+ -Fänger (Acceptor). Da auch hier keine H+ (p) existent sind, gehört zur Säure- bzw. Basewirkung ein Partner, der H+ aufnimmt oder abgibt. In wäßrigen Systemen wirkt Wasser als p-Fänger. 2 entsprechende korrespondierende Paare ergeben ein Protolyse-System, in dem ein Protonenübergang stattfindet.

Die H3O+ (Oxoniumionen) oder die stärker hydratisierten H9O4 + (Hydroniumionen) sind die Träger der sauren Reaktion. Der negative dekadische Logarithmus der Oxoniumio-nenkonzentration cH3O+ ist der pH-Wert. Säuren und Basen haben zum Unterschied von Salzen keinen lonenaufbau (lonengitter) und werden als potentielle Elektrolyte, heute Protolyte bezeichnet. Die Bindung ist kovalent. Elektrolyte sind heute nur noch Stoffe, die im festen Zustand aus Ionen aufgebaut sind wie Salze, Oxide, Hydroxide. Die Bindung ist elektrovalent.
Alle Protolyte haben mehr oder weniger starke polarisierte Atombindungen, Bindung mit großen Elektronegativitätsdifferenzen zwischen den jeweiligen Atomen. Wendet man auf das Protolysegleichgewicht das Massenwirkungsgesetz an, so erhalten wir Gleichgewichtskonstanten, die als Säure- und Basekonstanten ks und kB bekannt sind. Mit Hilfe dieser Konstanten können alle Protolyte in schwache, mittelstarke und starke eingeteilt werden.
Gute Pufferwirkung besonders in äquimolekularen Mischungen; der pH-Wert dieser Lösung im Molverhältnis 1 entspricht dann dem pks-Wert der jeweiligen Puffersäure. In diesem pHBereich puffert das jeweilige Gemisch optimal.
Eine 0,2 m Lösung einer 0% basischen Chrombrühe hat demzufolge einen pH-Wert von 1,98 + 0,35 = 2,33 (Sulfat als Base unberücksichtigt). Alle Chromsalze reagieren also mehr oder weniger stark sauer, wobei der kationische Teil (das hydratisierte Chromkation) der Protonenspender ist. Da auch das Anion vom Salz, das Sulfation, protonenwirksam ist,

kann der pH-Wert der Chromsalzlösung verschiedener Säuren mit der Formel

wirklich nur annäherungsweise berechnet werden, die Rechnung wird umso genauer, je schwächer die Anionbase vom Salz ist. Das SO4 2- : pkB 12,1 ist zwar schon eine ziemlich schwache Base, erhöht jedoch den aus der Formel berechneten pH-Wert etwas. Will man die „Sulfatbase“ mit berücksichtigen, dann bietet sich folgende Formel an, die zwar auch den pH-Wert nur annähernd wiedergibt. Die Konzentration bleibt hier unberücksichtigt.

Eine 0,2 m kalt bereitete Chromsulfatlösung hat einen sofort gemessenen pH-Wert von 2,68, dies entspricht einer cH+ = 2,1 • 10-3 Mol/l, eine entsprechende Chromchloridlösung hat einen *) In der Literatur findet man für die Hexaquochromkationsäure auch einen pks-Wert von 4,16. Der entsprechende pH-Wert in 0,2 m Konzentration beträgt dann 2,43. pH-Wert von 2,43 und eine Wasserstoffionenkonzentration von 3,7 • 10-3 Mol/l. In beiden Fällen haben wir es mit derselben Hexaquochromkationsäure zu tun. Im Gegensatz zum Sulfat ist das Chloridion eine derart schwache Anionbase, daß sie kaum protonenwirksam ist und somit den pH-Wert nicht beeinflußt.
Da aber bei Chromsulfaten schon nach einiger Zeit Ligandensubstitution durch Sulfationen (Sulfatokomplexbildung) und Verolung eintritt, ist der augenblickliche Zustand – die exakte Formel – des Chromsalzes kaum festzulegen. Die Sulfatokomplexbildung führt zur Verminderung, die Verolung zur Erhöhung der Wasserstoffionenkonzentration.
Kurze Komplexchemie
Um den nun folgenden Teil zu verstehen, sind einige Kenntnisse der Chromkomplexchemie wichtig. Chrom (Ordnungszahl 24) hat im Grundzustand die folgende Elektronenkonfiguration:

Chrom bildet im allgemeinen High-Spin-Komplexe mit einer d2 sp3 -Elektronenkonfiguration mit 3 ungepaarten Elektronen, die der Verbindung einen entsprechenden Paramagnetismus von ca. 3,88 BM (Bohr’sche Magnetone) erteilen. Die Anordnung der Liganden erfolgt oktaedrisch. Ob innere Orbitale (Low-Spin) oder äußere Orbitale (High-Spin) aufgebaut werden, hängt auch sehr von der Elektronegativität der Liganden ab. Liganden mit kleiner Elektronegativität wie z. B. das |C = N|- bevorzugt die Ausbildung innerer Orbitale, die Bindung ist stark kovalent.
Diese Komplexe wurden früher als Durchdringungskomplexe bezeichnet. Liganden mit hoher Elektronegativität wie das F- bilden ionisch gebaute, früher Anlagerungskomplexe. Die Bindung ist sehr stark polarisiert. Einen Chromkomplex stellt man sich räumlich als einen Oktaeder (Achtflächner) vor, in dessen Mitte das Chromion liegt und in Richtung der Spitzen die Liganden in koordinativer (mehr oder weniger stark polarisierte Atombindung) Bindung sich befinden. Man spricht hier von einer Koordinationszahl 6.
Liganden können Moleküle H2O NH3 aber auch Ionen SO4 2-, HCOO-, OH- sein; meist stellt ein Ligand ein freies Elektronenpaar zur Bindung zur Verfügung (Donorbindung). Besetzen diese Liganden eine Stelle im Koordinationspolyeder, dann nennt man sie einzähnig, sie können auch zwei und mehr Stellen besetzen, dann heißen diese mehrzähnige Liganden. Mehrzähnige Liganden nennt man gelegentlich auch Chelatliganden, die Gebilde Chelatkomplexe. Die Zähnigkeit hängt nicht mit der Wertigkeit, sondern mit der Zahl der Elektronenpaare der Liganden zusammen, die mit den Orbitalen des Chroms Hybridorbitale bilden.
Ein mehrzähniger Ligand kann auch als Brückenligand zwischen 2 Oktaedern fungieren, man nennt dann diese μLiganden, die Gebilde Mehrkernkomplexe. Ein Sulfation z. B. kann eine oder zwei Koordinationsstellen am gleichen Oktaeder oder je eine zweier Oktaeder besetzen. Auch das Hydroxidion, Formiation kann als Brückenligand wirken.
Verolung
Eine Aggregation von Hydroxokomplexen unter Wasseraustritt, die zur Molekülvergrößerung führt, wird als Verolung bezeichnet. Diese für den Gerber wichtige Reaktion wird später eingehend behandelt. Verolungsvorgänge spielen in der analytischen und Kolloidchemie (Veränderung von Niederschlägen beim Stehen, Gelbildung) eine Rolle und werden dort als Alterung bezeichnet.
In der Mineralgerbung sind neben Chrom auch die Elemente Zirkonium, Eisen und Aluminium interessant. Zirkonium- und Eisensalze mit schwachen Anionbasen (Cl-, SO4 2-) reagieren im Gegensatz zu Aluminium- und Chromsalzen stark sauer, wie folgende Protolysekonstanten und pH-Werte zeigen.
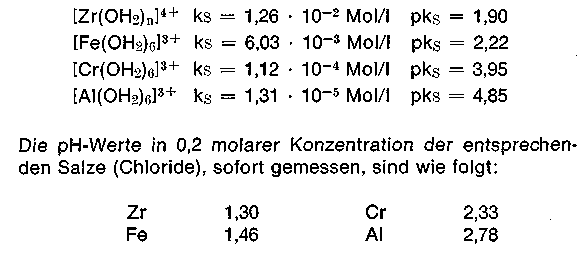
Die Tatsache, daß besonders höherwertige hydratisierte Metallionen als Säuren wirken, hängt mit dem kleinen Atom- bzw, lonenradius der höherwertigen Metalle zusammen:
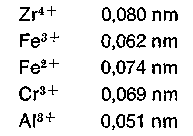
Bei Metallen sind im Gegensatz zu den Nichtmetallen die Atomradien größer als die lonenradien. Alle Übergangsmetalle haben im Gegensatz zu den Alkali- bzw. Erdalkalimetallen einen kleinen lonenradius und durch die hohe Kernladung eine hohe Ladungskonzentration. Diese Metalle sind daher zur Komplexbildung besonders ausgezeichnet.
Wir sehen daraus, daß die hydratisierten Zirkonium- und Eisenionen starke Brönsted’sche Kationsäuren sind. Gerbend wirken hier im Gegensatz zum Chrom und Aluminium mit großer Wahrscheinlichkeit Isopolyanionen, hier bilden wesentlich die basischen Gruppen der Haut die Koordinationsstellen für die Bindung dieser Gerbstoffe, obwohl auch andere unspezifische Bindungen mitbeteiligt sind.
Der Bindungsmechanismus der Gerbung kann leicht erkannt werden, wenn man entweder die sauren Gruppen verestert oder die basischen Gruppen des Kollagens acetyliert, also blockiert und in Gerbversuchen die Abnahme oder Zunahme der Gerbstoffbindung des so veränderten Kollagens verfolgt. Auch die Erhöhung oder Senkung des isoelektrischen Punktes ergibt Anhaltspunkte über den Bindungsmechanismus der Gerbung.
Ein weiterer Beweis der Bindung anionischer Eisenkomplexe ist auch der „vegetabile„ Griff dieser Eisenleder. Hydratisierte Zirkoniumionen protolysieren (deprotonieren) schon bei sehr tiefen pH-Werten im Gegensatz zum Chrom sehr stark. Als Protonenacceptor wirkt hier schon die schwache Anionbase S04 2- bei Sulfaten.

Beim Chrom wird dagegen zur weiteren Deprotonierung (Abstumpfen) die starke Anionbase CO3 2- benötigt. Beim Verdünnen und in der Wärme (Verstärkung der Protolyse) kann schon bei pH-Werten ab 1,5 (Der Grenz-pH-Bereich der optimalen Fällung von Zirkoniumsalzen liegt zwischen pH 2,8—4,5) wenn auch unvollständig, Trübungen bzw. Fällungen von ZrO2 • aq (Zirkoniumdioxidaquat) entstehen, die jedoch bei Anwesenheit von Schwefelsäure oder Sulfationen auf Grund hoher Komplexaffinität der Sulfationen zu anionischen Komplexen z. B. [ZrO(SO4)2] 2- gelöst werden können.
In Anfangsgerbbrühen liegen wahrscheinlich durch Aggregierung, die hier schnell verläuft, Isopolysäuren ähnlich denen des Eisens vor, was wohl nicht mit dem Verhalten der mit Zirkoniumsalzen gegerbten Ledern gegenüber anionischen Stoffen wie vegetabilen Gerbstoffen und Farbstoffen befriedigend erklärt werden kann.
Auch das allein mit Zirkoniumsalzen gegerbte harte, feste Leder nimmt wie das „Eisenleder“ im Charakter eine Mittelstellung zwischen pflanzlich gegerbtem und chromgaren Leder ein. Daß es auch definierte aggregierte kationische Deprotonierungsprodukte z. B. [Zr4(OH)8(OH2)16] 8+ gibt, soll nicht verschwiegen werden. Dem Analytiker ist bekannt, daß manche Reaktionen auf Zirkonium durch Schwefelsäure oder Sulfationen gestört werden.
Zum besseren Verständnis der komplexchemischen Vorgänge bei der Chromgerbung ist das unterschiedliche Verhalten der Gegenionen des Komplexes und der Fremdionen gegenüber den bereits vorhandenen Liganden interessant. Das unterschiedliche Bestreben gewisser Moleküle wie H20 NH3 und Anionen verschiedener Säuren oder deren Salze als Liganden in den Komplex einzutreten, faßt man unter dem Begriff Komplexaffinität oder Ligandensubstitution zusammen.
Komplexaffine Anionen haben ein großes Bestreben, aus der äußeren in die innere Sphäre unter gleichzeitiger Verdrängung weniger komplexaffiner Liganden zu gehen. Ein Vergleich dieser Tendenz ist nur in äquimolekularen Verhältnissen der Anionen möglich. Nachstehend ist eine Reihe von Ionen aufgezeichnet, wobei jeweils das rechtsstehende Anion das linksstehende aus komplexer Bindung verdrängt. Dieser sogenannte „Maskierungsvorgang„ vollzieht sich langsam, er ist umso vollständiger, je schwächer die zum Anion korrespondierende Säure ist.
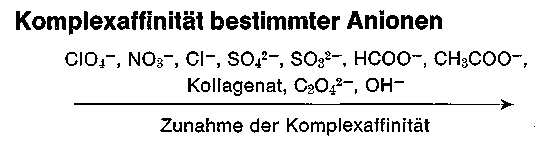
Auch das Sulfonation -SO3- bestimmter Farbstoffe, Hilfsmittel, Fettstoffe und gewisser Syntane hat eine hohe Komplexaffinität. NH3 – Moleküle zeigen fast immer eine größere Ligandensubstitution als H2O Moleküle. Man sieht daraus, daß besonders in hohen Konzentrationen mit komplexaffinen Anionen wie Oxalat-, Hyroxid- und sogar mit bestimmten Anionen von Farbstoffen das Kollagenation aus dem Komplex verdrängt werden kann (entgerbende Wirkung).
Da sich stets ein Gleichgewicht zwischen Anionen bzw. Sulfationen der Lösungen und Acidoliganden (Sulfatoliganden) einstellt, so kann dieses durch Konzentrationsänderung (Trocknung, Verdünnung) nach der einen oder anderen Seite verschoben werden. Ein praktisches Beispiel ist die Umladung bei Sulfatokomplexen im „Ungelöst-Verfahren“.
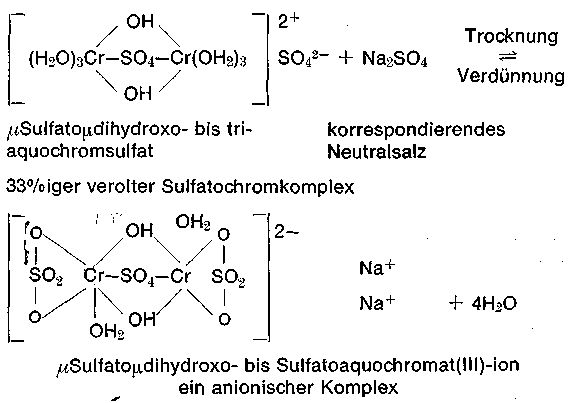
Bei der Trocknung zur Herstellung von Extrakten wird Wasser auf der rechten Seite des Gleichgewichtes entfernt, die Sulfationenkonzentration vom Komplex- und Neutralsalz in der Lösung wird größer und somit steigt die Komplexaffinität an, wobei sich bis zu einer neuen Gleichgewichtseinstellung überwiegend anionische Komplexe bilden (Sulfatmaskierung).
Beim Verdünnen vollzieht sich der umgekehrte Fall, gleichzeitig werden die gerbaktiven kationischen Teilchen von der Haut bevorzugt gebunden und somit dem Gleichgewicht entzogen; es hat eine Entmaskierung stattgefunden, dies zeigt deutlich, daß die Komplexaffinität der Anionen von der Konzentration abhängig ist. Dieses Verfahren war erst möglich durch die Einführung der mildwirkenden Sprühtrocknung. Eine Umladung findet auch bei bestimmten selbstabstumpfenden Chromextrakten (Chromitan MS) statt. Da die Basizität bereits ca. 50% hier beträgt, hat das Chromteilchen nach Umwandlung sofort die optimale Gerbwirkung.
Entolung
Die Umkehrung der Verolung ist die Entolung. Verolte Chromkomplexe sind gegenüber Säuren verhältnismäßig stabil. Die Ol-Bindungsliganden sind jedoch nicht gleich widerstandsfähig. Die Anwesenheit bereits vorhandener Liganden beeinflußt die Aufspaltung der Ol-Liganden mit Säure, wobei ein Teil der Säure verbraucht wird. Wenn auch Entolungsreaktionen nicht direkt für den Gerber interessant sind, so spielten früher partielle Entolungsreaktionen durch Hitze bei auf Walzen getrockneten Extrakten eine Rolle.
Werden Chromlösungen beim Trocknen nämlich über längere Zeit auf höhere Temperaturen (Walzentrocknung) gehalten, so schreitet die Verolung und Sulfatmaskierung weiter fort. Gleichzeitig gehen ein Teil der Ol-Liganden durch Wasserentzug in Oxoliganden über, wodurch die Wasserlöslichkeit stark abnimmt. Erst durch ein Aufkochen dieser heute nicht mehr hergestellten Extrakte fand ein reversibler Zerfall (Entmaskierung und Entolung) in 1—2 Tagen statt, der zur vollständigen Wasserlöslichkeit und damit erst zum Einsatz dieser Gerbstoffe führte.
Räumlicher Bau von Ein- und Mehrkernkomplexen
Soeben begegneten uns Chromkomplexteilchen mit 2 Chromatomen, diese nennt man Zweikernkomplexe. Nach der Zahl der Zentralatome unterscheiden wir ein Ein- und Mehrkernkomplexe; es handelt sich um Ketten oder vernetzte Gebilde. Die Bindung zweier Oktaeder findet über µLiganden (Brückenliganden) statt. Übernimmt ein Brückenligand die Bindungsfunktion, so sprechen wir von Spitzenstellung, bei zwei von Kantenstellung und bei drei von Flächenstellung der Oktaeder, bei letzterem wird unter Energieabgabe die Stabilität der Komplexteilchen gesteigert.
In der Praxis haben wir es vornehmlich mit der Kanten- und Flächenstellung zweier Oktaeder zu tun. Handelt es sich um μHydroxoliganden (Ol-Liganden), dann spricht man auch von einer Diol- bzw. Triol Struktur dieser Komplexteilchen.
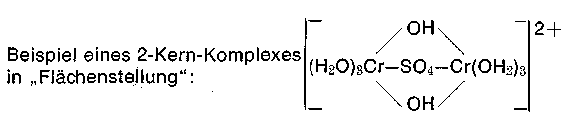
Abstumpfen und Verolung von Chromkomplexsalzen
Wie bekannt, wird die saure Reaktion der Chromsalze in Brühen durch Protolyse hervorgerufen. Der noch geläufige Begriff Hydrolyse sollte für diese Art von Reaktion verschwinden und nur noch für solche Reaktionen vorbehalten bleiben, bei denen kovalente Bindungen durch Wasser aufgespalten werden (Verseifung von Fetten, Kohlehydraten, Polypeptiden etc.).
[Cr(OH2)6] 3+ + H2O Protolyse [CrOH(OH2)5] 2+ + H3O+ Hexaquochromkation Hydroxopentaquochromkation
Aus den bereits bekannten Konstanten ersehen wir, daß das Gleichgewicht weitgehend auf der linken Seite liegt. Das rechtsstehende Protolyseprodukt ist die korrespondierende Base mit Gegenion (z. B. SO42-), das „basische Salz„. Bei jeder Säure, so auch bei [Cr(OH2)6] 3+ stellt sich sofort ein bestimmter konstanter pH-Wert ein, der die Gleichgewichtslage bestimmt, in unserem Fall in 0,2 m Lösung ca. 2,33 pH.
Bei vielen Aquokomplexen, so auch beim Chrom, bleibt dieser Wert jedoch nicht konstant, sondern er sinkt nach Tagen, Wochen und Monaten immer mehr ab, diese Erscheinung kann nur mit einer Störung des Protolysegleichgewichts erklärt werden, eine Erscheinung, die der Gerber bewußt durch Abstumpfen herbeiruft. Um dieses Phänomen zu verstehen, müssen wir die Eigenschaften von Hydroxokomplexen genauer studieren.
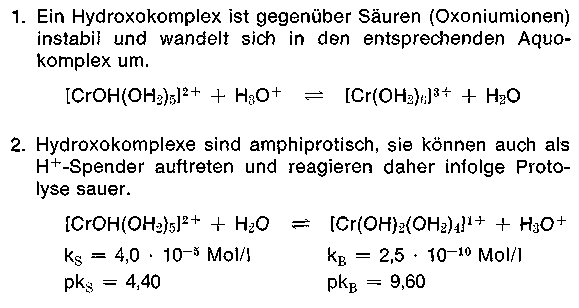
Das Protolysegleichgewicht liegt gemäß dieser Konstanten noch weiter auf der linken Seite, als das entsprechende Hexaquokation. Ein 33,3% basisches Chromsalz z. B. Chromosal B, Chromitan B reagiert bei pH 2,5-2,6 in 0,2 molarer Lösung.
Hydroxokomplexe aggregieren, sie lagern sich unter Wasserabspaltung zusammen. Aus Einkernkomplexen entstehen Mehrkemkomplexe. Die Reaktion, die zur Molekülvergrößerung führt, nennt der Gerber Verolung (Alterung). Verantwortlich für die Verolung sind Hydroxoliganden. Hydroxokomplexe entstehen bei Basizitätsanhebung, also beim Abstumpfen.
Die freiwillige in einer Zeitreaktion verlaufende Verolung ist ein Grund für die Störung des Protolysegleichgewichtes und damit für das Absinken des pH-Wertes. Chrombrühen werden beim Stehen, Leder beim Lagern auf dem Bock, sauer.
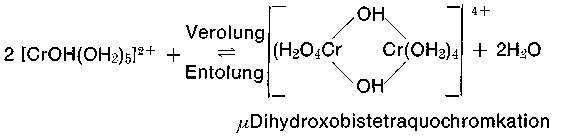
Die früher gepunkteten (Nebenvalenz) oder gestrichenen (Hauptvalenz) Valenzen /0H\ schreibt man zweckmäßig nur noch als Striche, da die Bindungen gleichwertig sind. Der verolte Komplex auf der rechten Seite kann nicht weiter verolen, da er keine Hydroxo- (unverolte) Gruppen mehr enthält. Um weitere Verolung und damit größere, gerbaktive, adstringente Teilchen zu erhalten, müssen mehr Hydroxogruppen in den Komplex eingeführt werden.
Das Protolysegleichgewicht muß also stärker durch Entnahme der Oxoniumionen aus dem Gleichgewicht gestört werden. Diese chemische Reaktion ist eine partielle Neutralisation, der Chemiker nennt sie Abstumpfen.
Das Abstumpfen
(Basifizierung) geschieht mit Anionbasen wie CO3 2-, HCO 3-, O2-, also Soda, Natriumhydrogencarbonat (Natron) oder MgO. Auch schwer lösliche Stoffe wie Kreide (CaCO3MgCO3) oder Dolomit (CaCO3 • MgCO3) können zur Basifizierung eingesetzt werden (Selbstabstumpfende Chromextrakte, Baychrom-Marken).
Der Abstumpfvorgang – wie jede partielle Neutralisation – muß gesteuert werden, da im Äquivalenzpunkt ein Potentialsprung, beim Abstumpfen ein Ausfallen der Chromteilchen resultiert. Um die Vorgänge Diffusion der Chromteilchen in die Haut und die Bindung derselben an das Kollagen zu trennen, wird das Abstumpfen noch oft zeitlich verlagert.
Bei der Verwendung von Soda und Natron können sich in der Kälte und am Anfang wenig beständige Karbonatokomplexe bilden, die während der Gerbung im Faß sich in Hydroxokomplexe höherer Basizität umwandeln. Hieraus folgt auch die Tatsache, daß in der Kälte mit Karbonaten basisch gestellte Brühen durch schwache instabile Maskierung eine mildere Gerbwirkung zeigen, dessen Effekt jedoch mit der Zeit verschwindet.
Da die maßanalytisch ermittelte Basizität in der Siedehitze durchgeführt wird, entstehen Unterschiede, wobei die Basizität im Gerbfaß meist geringer ist.
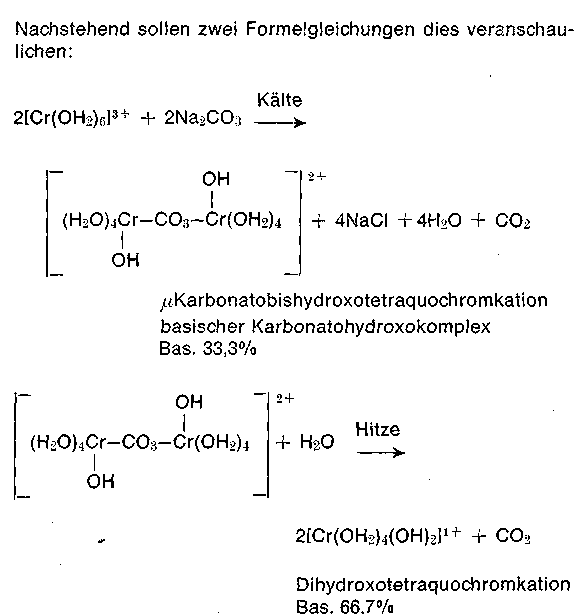
Die über 40° C gesteigerte Temperatur am Ende der Gerbung begünstigt eine Verschiebung des Protolysegleichgewichtes zu Gunsten höherer Basizitäten und zur Steigerung der Verolung; dies führt, wie evtl. auch eine Verdünnung der Brühe am Ende der Gerbung, zur besseren Auszehrung und Bindung.
Zweckmäßig dosiert man die Abstumpfchemikalien bis zu einem für jede Lederart typischen pH-Wert z. B. 3,7 ± 0,1 pH. Höhere pH-Werte bringen bessere Auszehrung mit Nachteilen für das Leder.
Brühen für Leder mit feinerem Narben z. B. Kalbleder (Box) stumpft man daher lieber etwas niedriger ab. Der Chromoxidgehalt in Restbrühen ist zwar größer, eine Rückgewinnung des Chroms oder ein Recycling ist meist wegen Abwassergesetzen erforderlich.
Ein anderer Weg ist die Berechnung der Abstumpfchemikalien, die man nach einiger Zeit erst zugibt, um Diffusion und Bindung zu trennen. Auch in der Mineralgerbung gilt die „Goldene Gerberregel“. Nur liegen hier die Konzentrations- und pH-Verhältnisse zur vegetabilen Gerbung umgekehrt. Eine saure Chrombrühe in hoher Konzentration (Chromtrockengerbung) ist weniger adstringent, als die vegetabile.
Ein Maß für die Adstringenz, wenn auch nicht exaktes, bildet die Ausflockungszahl (ml n/10 NaOH/50 mg Cr), die angibt, wie weit sich der Gerber mit seiner Brühe vom Flockungspunkt befindet. Der Alkaliverbrauch bis zur ersten Trübung verhält sich demnach umgekehrt proportional zur technisch erreichbaren Basizität; diese Kennzahl ist ein zwar ungenaues Maß für die Adstringenz. Die Ausflockungsbasizität handelsüblicher Chromsulfatbrühen liegt zwischen 55—60%.
Werden alle Basizifierungsstoffe bei selbstabstumpfenden Chromextrakten, ohne daß die basisch gestellten Gerbstoffe mit der Haut reagieren können, umgesetzt, dann ergibt sich eine Endbasizität, die als „theoretische Basizität„ bezeichnet wird. Sie beträgt It. Prospekten ca. 65%. Die Berechnung der Abstumpfmittel erfolgt leicht nach folgender Gleichung:
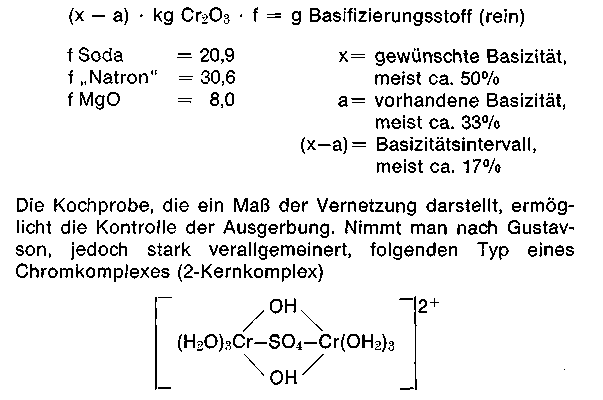
in einer Anfangschrombrühe von 33,3% Basizität an, dann liegen bei einer Basizität von ca. 50% 4—6 Kernkomplexe vor. Jede Chrombrühe stellt jedoch ein polydisperses System mit ständig sich durch Verolung verändernden Teilchen dar. Nimmt man eine „Diolstruktur“ an, dann errechnen sich statistisch folgende Teilchengrößen:
| Basizität | Teilchengröße |
|---|---|
| 33,3% | 2 Kernkomplexe |
| 50,0% | 4 Kernkomplexe |
| 58,3% | 8 Kernkomplexe |
| 62,5% | 16 Kernkomplexe |
| 64,6% | 32 Kernkomplexe |
Über 55% beginnt eine kritische Grenze der Basizität, die Teilchen werden immer schwerlöslicher und flocken schließlich aus und gehen somit dem Gerbvorgang verloren. Mit Hilfe von Diffusions- bzw. Dialysemethoden nimmt man an, daß 4—6 Mehrkernkomplexe die Hauptvertreter der polydispersen Chrombrühe im optimalen Gerbzustand sind. Das hochaggregierte Chromkomplexteilchen nähert sich in seiner Zusammensetzung einem „gealterten Chromhydroxid„, das eine Abnahme der Reaktionsfähigkeit zu anionischen Stoffen zeigt. Die Diffusionskoeffizienten D und die Dialysekoeffizienten λ sind leicht bestimmbar. Zwischen beiden Koeffizienten und der Molekularmasse MM besteht folgende Beziehung:

Es ist einleuchtend, daß ein Stoff umso langsamer diffundieren oder dialysieren wird, je schwerer er ist. Trägt man die gemessenen Diffusionskoeffizienten (sie stellen ein Maß für die Diffusionsgeschwindigkeit dar) auf der Ordinate in Abhängigkeit vom pH-Wert auf der Abzisse graphisch dar, so erhält man im Gegensatz zu vielen Isopolysäuren eine stetig abfallende Kurve.
Es lassen sich demnach keine bestimmten pH-Bereiche feststellen, in denen die Molekularmasse (Teilchengröße) konstant bleibt. Wir finden stufenlose Übergänge vom einfach molekularen Komplexkation im stärker sauren Bereich bis zum höchstbasischen und damit höchstmolekularen Protolyseprodukt, das überhaupt noch in wäßriger Lösung beständig ist.
Dabei stehen all diese Mehrkernkationen in Abhängigkeit vom pH-Wert miteinander im Gleichgewicht. Es ist daher praktisch nicht möglich, reine Isopolybasen bestimmter Molekularmasse bei einem bestimmten Protolysegleichgewicht (früher Hydrolysegleichgewicht) mit einer bestimmten Teilchengröße zu isolieren. Wie die Basizität, so stellt auch die Teilchengröße ein Mittel aller Basizitäten bzw. Teilchengrößen dar. Die nachstehend aufgezeichnete Graphik zeigt die Veränderung der Teilchengröße zur Basizität an, obwohl die Basizität nicht unbedingt im direkten Verhältnis zur Teilchengröße steht.
Im Endstadium der Gerbung, beim Lagern der Leder auf dem Bock und weiteren anschließenden Prozessen sowie Trocknung erfahren die im Leder eingebrachten Chromsalze eine weitere komplexchemische Veränderung durch Alterung.
Mit steigender Zunahme der Verschiebung des Protolysegleichgewichtes zu den Protolyseprodukten (Verolung) nimmt die mittlere Kettenlänge der isopolybasischen Chromverbindungen und damit die durchschnittliche Molekularmasse mehr und mehr zu, wobei auch die Zahl der Aquoliganden abnimmt. Die Teilchen nähern sich in ihrer chemischen Zusammensetzung weitgehend dem aggregierten Chromhydroxid. Chromhydroxidaggregate zwischen 80-200 Chromatome sind bekannt.
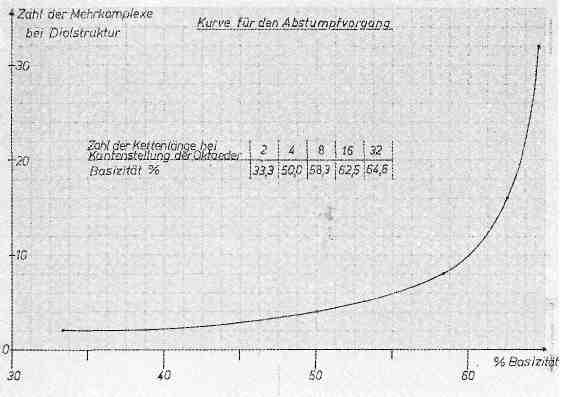
Wie beim Eisen können auch mit Wahrscheinlichkeit Parallelketten entstehen, die untereinander verbunden sind. Es werden beim eingelagerten Chromsalz im Leder Kettenlängen mit großer Wahrscheinlichkeit bis zu 40 Chromatomen angenommen, wobei die Molekularmassen oder Teilchenmassen dann bis zu 6000 ansteigen können. Die Bindung wird dadurch weiter verstärkt, wobei die Auswaschbarkeit der Gerbstoffe abnimmt.
Basizität in Restbrühen
Da aus der polydispersen Chrombrühe Chromteilchen höherer Kettenlänge durch ihre erhöhte Adstringenz bevorzugt von der Haut gebunden werden, ist die analytisch ermittelte Basizität einer Restchrombrühe verständlicherweise stets niedriger als die durch Abstumpfen berechnete und erzielte Basizität, wobei auch ein Teil von Säure, der bei Verolungsvorgängen und bei der Bindung an die Haut frei und nicht von den Aminogruppen des Kollagens gebunden wird, mit im Rahmen der Basizitätsbestimmung neutralisiert werden muß. Dabei entsteht ein höherer Alkaliverbrauch, der eine niedere Basizität vortäuscht.
Der Chromoxidgehalt einer klassisch geführten Chromgerbung beträgt ca. 7,5 ± 2,5 g/l Restbrühe, ihre analytisch ermittelte Basizität nur ca. 30%. Dieser hohe Cr2O3 – Gehalt, ob in Kurz- oder Langflotten, bringt wirtschaftliche Nachteile (65% Ausbeute des Chromangebotes) und große Schwierigkeiten mit den Abwasserbehörden.
Auf Grund des gemessenen pH-Wertes einer 50% basischen Chromsulfatbrühe durch Protolyse läßt sich, wenn man mit Annäherung Chrom-4-Kernkomplexe der allgemeinen Formel Cr4(OH)6(SO4)3annimmt, eine Säurekonstante ks von 2 • 10 -6 Mol/l und die korrespondierende Basekonstante kB von 5 • 10 -9 Mol/l berechnen.
Der pks-Wert beträgt dann 5,7, der pkB – Wert 8,3. Mit diesen Konstanten, wie auch mit den in nachstehender Tabelle aufgeführten Werten, auch wenn diese mehr wissenschaftlichen Charakter haben, lassen sich einige praktische Berechnungen anstellen. Nimmt man z. B. eine Cr2O3 -Konzentration von 7,6 g/l (klassische mittlere Restbrühenkonzentration) an, dann entspricht dies einer Cr2O3 -Konzentration von 0,05 m (Molekularmasse Cr2O3 = 152) und einer Konzentration an 4-Kern-Chromkomplexen von 0,025 m.
Unter der jedoch rein theoretischen Annahme einer monodispersen Chrombrühe nur der einen Teilchengröße berechnet sich der pH-Wert von:

Danach scheint es gerechtfertigt zu sein, eine Chrombrühe bis ca. pH 3,7 abzustumpfen, was dem früheren Hydrolysen-pH-Wert diesem 50% basischen 4-Kern-Komplex numerisch entsprach.
Nachstehende Tabelle gibt die Konstanten und die pH-Werte in 0,2 m Konzentration an Cr2O3 wieder.
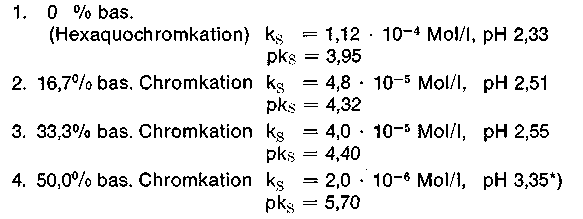
*) pH-Wert unter der Annahme eines 4-Kern-Komplexes (statt 0,2 m: 0,1 m)
Maskierung
Um eine milde Angerbung und eine Trennung der Vorgänge von Diffusion und Bindung herbeizuführen, empfiehlt es sich, die Chromgerbstoffteilchen bei einer klassischen Gerbung in ihrer Affinität zur Haut zu verändern.
Der Chromkomplex sollte am Beginn der Gerbung gegenüber den komplexaffinen Gruppen des Kollagens abgeschirmt werden. Durch den Einbau von komplexaffinen Liganden wie z. B. Formiationen werden Aquoliganden aus dem Komplex entfernt, so daß die Protolysierfähigkeit und damit die Bildung von Hydroxokomplexen, die zur Verolung führen, herabgesetzt wird.
Die Maskierung muß jedoch gesteuert werden, um für die Vorgänge der anschließenden Bindung und Reaktion mit anionischen Körpern noch genügend austauschfähige Liganden (Aquoliganden) zur Verfügung zu haben. Da die Sulfationen bereits eine merkliche Komplexaffinität besitzen, zeigen Sulfatbrühen schon die Merkmale einer partiellen Maskierung (Anmaskierung), so daß besonders konzentriertere Sulfatbrühen zur Angerbung geeignet sind. Auch die in der Kälte mit Soda abgestumpften Brühen sind anmaskiert und daher für eine milde Angerbung vorteilhaft.
Daß durch den Einbau von Anionen der kationische Charakter der Chromkomplexe gedämpft wird, versteht sich von selbst. Im „Ungelöst-Verfahren“ hat der Chromkomplex beim Trocknen sogar eine Umladung erfahren, die zu einer Gerbinaktivität durch zu starke temporäre, jedoch reversible Maskierung führen kann. Auch bei der Selbstreduktion von Dichromaten in schwefelsaurer Lösung mit Zuckerstoffen unter bestimmten sogenannten „milden Bedingungen„ entstehen maskierte Brühen, weil durch den partiell oxidativ geführten Abbau der Zuckerstoffe organische Säuren mit hoher Komplexaffinität entstehen.
Die Maskierung kann in vielen Stadien der Gerbung durchgeführt werden. Die Zugabe von Maskierungssalzen im Pickel bietet den Vorteil, daß die Chrombrühe bereits zu Beginn der Gerbung infolge der Zeitreaktion maskiert ist.
Aromatische Säuren, wie z. B. Phthalsäure, sind gute Komplexbildner und somit Maskierungsmittel. Durch Ausbildung von Siebener-Ringen erhält der Komplex eine gewisse „Sperrigkeit“, wodurch diese Teilchen gleichzeitig eine gute Füllwirkung besonders der abfälligen Teile der Haut mitbringen.
Daß praktisch alle maskierenden Ionen eine höhere Molekularmasse haben als die der verdrängten Aquoliganden, ist auch ein weiterer Grund für eine bessere Fülle der erzielten Leder. Daß viele Maskierungsmittel auch als Protonenfänger fungieren und somit die Basizität anheben, soll nur am Rande erwähnt bleiben. Mit Hilfe dieser Maskierungsmittel kann ein Chromleder ohne Gefahr einer Überneutralisation gleichmäßig bis zu einem pH-Wert von 4,3± 0,5 entsäuert werden.
Über die Kinetik der Komplexbildung
bei den wichtigen Komplexbildnern wie Acetat und Formiat macht man sich selten richtige Vorstellungen. So sind nach 30 Minuten ca. 25% des eingesetzten Acetats und nur 3,5°/o des Formiats komplex gebunden; wobei diese Werte natürlich von der Chromkonzentration, dem komplexchemischen Aufbau der Temperatur und der maskierenden Salzkonzentration abhängig sind. Für die gerberische Praxis rechnet man mit ca. 15—20 Minuten.
Das Optimum der Maskierung bei den üblichen Maskierungsmitteln liegt zwischen 0,5-1,5 Val Maskierungssalz zu 1 Tom Cr ( 1 Tom = 1 Grammatom = 52 g Chrom), wobei die Alterung natürlich eine entscheidende Rolle spielt. Sulfitionen zeigen im Gegensatz zu Sulfationen bereits in der Kälte schon schnelle Komplexstabilisierung durch Maskierung. Alle Maskierungsanionen sind zweizähnig und beteiligen sich als Brückenliganden am Aufbau mehrkerniger Chromkomplexe, wodurch auch die Füllwirkung dieser Gerbstoffe zu erklären ist.
Bei Sulfiten können unter bestimmten Versuchsbedingungen sogar hochaggregierte Hydroxosulfitokomplexe in Gelform entstehen.
Parallel mit der Acidokomplexbildung verläuft eine Maskierung. Rein visuell kann man dies an der Farbänderung der Lösung erkennen, von grün nach rotviolett. Spektralanalytisch kann man diese Maskierung verfolgen, da die für dreiwertige Chromverbindungen typischen Absorptionsmaxima (Peak) bei violett 420 nm und gelbgrün 580 nm durch den Eintritt von Acidoliganden verschoben werden.
Veränderung des Gerbstoffes während der Maskierung
Durch den Einbau von Acidoliganden wird der Komplex weitgehend stabilisiert, so daß er weniger Veränderungen durch Protolyse-(Hydrolyse)-Vorgänge unterliegt. Die Bindungsstellen werden gegenüber denjenigen einfacher Chromsalze merklich eingeschränkt, dies führt zur Verringerung der Adstringenz und zum viel tieferen und gleichmäßigeren Eindringen in die Blöße, wodurch eine bessere Chromverteilung erzielt wird. Zu erwähnen sei noch, daß auch die Durchgerbungsgeschwindigkeit und die Ausflockungsbasizität erhöht wird.
Die Veränderungen am Leder zeigen sich durch bessere Fülle, Erhöhung der Schrumpfungstemperatur, durch Verbesserung des Narbenbildes und damit Ausschaltung von Flächenunruhe, Narbenüberladung und Chromnestern. Oft erreicht man auch eine Aufhellung der Lederfarbe durch Einbau bestimmter Anionen, was bei anschließender Färbung in Pastelltönen von Vorteil sein kann.
Obwohl man die Chromgerbung durch Maskieren steuern kann, hat sich der Begriff des Maskierungsgrades (Val Maskierungsanion pro Tom Chrom) wenig eingebürgert. Auch die Maskierung verläuft in einer Zeitreaktion, deshalb sind z. B. auch komplexometrische Chrombestimmungen analytisch nicht aktuell. Der Begriff der Maskierung wurde von E. Stiasny in die theoretische Betrachtung der Chromgerbung eingebracht.
Der Chemiker versteht unter Maskierung, auch Tarnung genannt, ein Abschirmen eines Schwermetallions gegenüber spezifischen Fällungsmitteln für dieses Ion, meist entstehen anionische Komplexe mit hoher Stabilität. So geben z. B. maskierte dreiwertige Eisensalze mit vegetabilen Gerbstoffen keine Tintenbildung, was bei der Vorgerbung mit Polyphosphaten bei der pflanzlichen Gerbung interessant ist.
Gerbtheorie
Gegen Ende der Gerbung ist die Konzentration optimal aggregierter Chromteilchen in der Haut so groß, daß eine Acidokomplexbildungsreaktion durch die sauren Gruppen der Haut – sogenannte Kollagenationen – mit dem Chrom mit merklicher Geschwindigkeit abläuft. Bei günstiger sterischer Anordnung zweier gegenüberliegender Carboxylgruppen der Polypeptidketten findet die bekannte Vernetzung zweier Kollagenketten über einen angenommenen 4-Kern-Komplex statt.
Als Beweis für eine Vernetzung von Polypeptidketten durch eine Acidokomplexbildung sprechen folgende Tatsachen. Durch die Reaktion der sauren Gruppen der Haut mit dem Chromkomplexteilchen werden die Carboxylgruppen der Haut blockiert, so daß sich der isoelektrische Punkt von pH 5 auf pH 6,6 erhöht.
Durch steigende Quervernetzung entsteht eine größere Ordnung der polaren Seitenketten, die eine schärfere Kontrastierung der im Elektronenmikroskop sichtbaren unterteilten Querstreifung mit sich bringt. Diese Positivkontrastierung, die auch mit der Schrumpfungstemperatur im Zusammenhang steht, stellt einen Bindungstest dar. Heteropolysäuren, die mit den Aminogruppen reagieren, rufen im Gegensatz dazu eine Negativ-Kontrastierung hervor.
Da das Alkalibindungsvermögen der geäscherten Blöße zwar bedeutend schwieriger zu ermitteln ist als das Säurebindungsvermögen, so nimmt man heute doch großzügig 1 Val Säure oder Alkali pro 1 kg Kollagentrockenmasse an. Daraus läßt sich das optimale spezifische Bindungsvermögen für Chromoxid an die Haut berechnen, obwohl sicherlich beträchtliche Mengen von Chrom unspezifisch durch Einlagerung und Umhüllung gebunden sind („Multipoint“- Bindung).
Nimmt man rein theoretisch an, daß ein 4-Kern-Komplex gleich 2 Mol Cr203 über je einen Carboxylatliganden einer Polypeptidkette koordinativ gebunden ist, dann ergibt sich für eine maximale spezifische Bindung folgende Beziehung:
1 Val Base = 1 Mol Cr2O3 / Kollagentrockenmasse
1 kg Kollagentrockenmasse bindet demzufolge 152 g = 15,2% Chromoxid. Beträgt z. B. der Hautsubstanzgehalt eines wasserfreien Chromleders ca. 73%, so könnte dieses Leder maximal 11% Cr2O3 in chemischer Bindung aufnehmen.
Optimale Schrumpfungstemperaturen ( Ts 85 — 100° C) werden jedoch schon bei ca. 20% dieser theoretischen Chrombindung erreicht.
Es ist bekannt, daß man bis zu 50% des gebundenen und eingelagerten Chroms z. B. durch Komplexone entfernen kann, ohne daß eine merkliche Entgerbung durch Senkung der Schrumpfungstemperatur zu erkennen ist. Die mittlere Molekularmasse optimal aggregierter, maskierter Chromteilchen ohne Gegenionen beträgt im Durchschnitt ca. 700.
Die Umrechnungsfaktoren von Chromoxid (Cr2O3) zum Chromgerbstoffkation betragen im Mittel 2,3—2,4. Ein ähnlicher Faktor, wenn auch aus verständlichen Gründen etwas höher (2,5), errechnet sich wie eingangs erläutert aus den Analysenwerten handelsüblicher Chromgerbsalze.
Ein Chromleder mit einem Chromoxidgehalt von ca. 4% enthält annähernd 10% Chromgerbstoff; im Vergleich zu vegetabil gegerbten Ledern mit ca. 35% gebundenem Gerbstoff besitzt dieses eine geringere Gerbintensität. Daraus resultieren die großen Unterschiede in den physikalischen Eigenschaften dieser Lederarten.
Komplexchemische Veränderungen bei der Entsäuerung (Neutralisation) und beim Trocknen der Chromleder
Hauptaufgabe der Neutralisation von Chromleder ist es, die positive Aufladung des Leders nach der Gerbung durch Einbau weiterer komplexaffiner Liganden und durch Säureentzug zu verringern.
Dadurch wird die Polarisierung und somit die Affinität des Leders zu den anionischen Körpern wie Farbstoffen und Fettstoffen herabgesetzt. Da die komplexaffinen Neutralisationsmittel von außen einwirken, ist es möglich, nur die Außenschichten oder über den gesamten Querschnitt zu neutralisieren. Bei partieller Neutralisation bleiben die Färb- und Fettstoffe mehr in den Außenschichten, das Leder wird Standiger und satter in der Farbe.
Auch beim Trocknen spielen sich komplexchemische Vorgänge ab, Bekleidungsleder sowie andere Leder werden oft nach einer leichten Vorfettung getrocknet, geschliffen und sortiert. Beim Anfeuchten danach beobachtet man ein vollkommen anderes färberisches Verhalten als beim Färben von frischem Chromleder. Die anionischen Farbstoffe fallen weniger satt an, sie neigen eher dazu durchzuschlagen.
Der Grund liegt in einer weiteren Veränderung der Komplexstruktur während des Trocknens. Durch erneuten Eintritt von Anionen wird der Komplex weiter stabilisiert. Die Polarität zwischen Leder und Farbstoff ist noch stärker verringert.
Durch die höhere Temperatur wird die weitere Alterung beschleunigt. Wegen der damit verbundenen Verringerung der inneren Oberfläche, auch wegen der besseren Ordnung der Gitterbausteine, werden die eingelagerten Komplexverbindungen immer reaktionsträger.
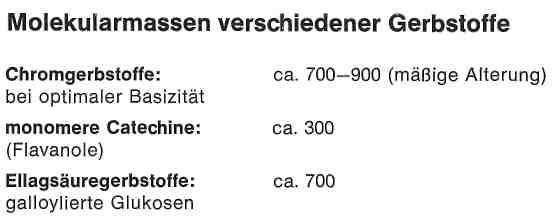
Vegetabile Gerbstoffe bilden jedoch Aggregate (Molekülverbände) mit Teilchenmassen nach Reich zwischen 3 000 und 20 000. Bei Annahme von Sphärokolloiden entspricht dies einem Durchmesser zwischen 2 und 4 nm. 1 nm = 10-9 m. Organische Kolloide haben einen Durchmesser zwischen 0,5 und 250 nm, das sind Teilchen, die zwischen 103 und 109 Atome enthalten.
Nimmt man eine mittlere Atommasse von 10 an, so entspricht dies bei 103 Atomen einer Molekularmasse von 10 000 mit einem berechneten Durchmesser als Sphärokollid von 0,5 bis 2 nm. Vegetabile Gerbstoffe liegen somit an der unteren Grenze kolloider Dimensionen.
Chromgerbstoffe sind besonders im Anfangszustand der Gerbung kleinteiliger, was unter anderem an ihrer größeren Diffusionsgeschwindigkeit zu erkennen ist.